Методические указания по дисциплине 'Технология литейного производства'
КУРСОВОЙ ПРОЕКТ И МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ДИСЦИПЛИНЕ “Технология
литейного производства"
Оглавление
Введение
.
Организация руководства и выполнения курсового проекта
.
Нормоконтроль
.1 Задачи
нормоконтроля
.2
Содержание нормоконтроля
.3 Порядок
проведения нормоконтроля
.4
Обязанности и права нормоконтролера
. Защита
курсового проекта
. Структура
курсового проекта
.1
Титульный лист
.2 Задание
на курсовой проект
.3
Оглавление
.4 Введение
.5 Основная
часть пояснительной записки
.6
Заключение
.7
Библиографический список
.8
Приложения
.
Требования к представлению содержания текста курсового проекта
.1 Текст
курсового проекта
.2 Таблицы
.3
Иллюстрации
.4 Формулы
.
Требования к оформлению текста курсового проекта
.1 Текст
.2
Заголовки
.3
Сокращения
.4
Числительные
.5
Физические величины
. Курсовой
проект по дисциплине «Технология литейного производства»
.1
Содержание и оформление пояснительной записки
.1.1
Структура пояснительной записки
.1.2
Содержание и оформление структурных элементов пояснительной записки
.1.3
Содержание и оформление основной части пояснительной записки
.2
Содержание и оформление графической части
.2.1 Виды
выполняемых чертежей
.2.2 Общие
требования к чертежам
.2.3 Чертеж
элементов литейной формы
.2.4 Чертеж
собранной формы в состоянии готовности к заливке
.2.5 Чертеж
модельной плиты с моделью
.3 Пример
разработки технологического процесса изготовления отливки «Колесо»
.3.1 Выдача
задания на разработку технологического процесса
.3.2
Технические требования и характеристика отливки
.3.3 Выбор
и обоснование марки стали и ее химического состава
.3.4 Выбор
типа и емкости плавильного агрегата, материала футеровки
.3.5
Обоснование оптимальной технологии плавки, шихтовки, рафинирования, раскисления
и модифицирования стали
.3.6
Обеспечение направленности затвердевания отливки
.3.7 Расчет
прибылей
.3.8
Конструирование и расчет литниковой системы
.3.9
Термическая обработка отливки
Заключение
Список
рекомендуемой литературы
Приложения
Библиографический
список
Введение
Курсовое проектирование - один из видов
самостоятельной работы студентов, направленной на закрепление, углубление и
обобщение знаний по учебным дисциплинам профессиональной подготовки «Технология
литейного производства», обеспечивающей формирование навыков проектирования в
соответствии с заданной темой. Оно призвано дополнить полученные теоретические
знания по этой дисциплине и дать студенту дополнительные практические навыки
разработки технологических процессов и необходимых технологических расчетов, а
также навыки оформления технической и чертежной документации.
Курсовой проект - документ, представляющий собой
форму отчетности по самостоятельной работе студента по изучаемой дисциплине,
включающий аналитическую, графическую и расчетную части.
Целью выполнения курсового проекта является
формирование навыков самостоятельного творческого решения профессиональных
задач по представленным дисциплинам.
Задачи выполнения курсового проекта состоят в
систематизации, закреплении, углублении и расширении приобретенных студентом
знаний, умений, навыков по определенному комплексу учебных дисциплин.
При выполнении курсового проекта студент должен
продемонстрировать умение:
·
выдвинуть
научную (рабочую) гипотезу;
·
собрать
и обработать информацию по теме;
·
изучить
и критически проанализировать полученные материалы;
·
систематизировать
и обобщить имеющуюся информацию;
·
самостоятельно
решить поставленные творческие задачи;
·
логически
обосновать и сформулировать выводы, предложения и рекомендации.
Кроме того, он должен выполнить специальные
требования нормативного и технологического характера, определенные выпускающей
кафедрой, базирующиеся на отраслевых нормативно-технологических документах.
Задачами курсового проектирования также
являются: приобретение навыков проектирования конкретных технологических
процессов (технологии изготовления отливок из различных сплавов в формах из
разных материалов) и оформление проектной документации; овладение методами
оценки проектных решений по заданным критериям, проведение расчетов,
обосновывающих выбранный способ решения творческой задачи.
При выполнении курсового проекта по дисциплине
«Технология литейного производства» студент использует и применяет на практике
знания, полученные при теоретическом обучении и практических занятиях не только
по этим, но и по ранее изученным дисциплинам: «Теоретические основы литейных
процессов», «Теоретические основы металлургии», «Общая металлургия»,
«Производство чугунного и стального литья», «Метрология, стандартизация и
взаимозаменяемость»
Системой курсового проектирования студент
подготавливается к выполнению более сложной технико-экономической задачи -
дипломного проектирования, при осуществлении которого он должен использовать
навыки, приемы, особенности технологии, приобретенные при курсовом
проектировании по этим дисциплинам.
Наряду с этим курсовое проектирование должно
научить студента пользоваться справочной литературой, государственными
стандартами и нормами, типовыми проектами, нормалями промышленных предприятий.
Поэтому структура и особенности изложения
материала в учебном пособии заключаются в некотором повторении отдельных
понятий.
1. ОРГАНИЗАЦИЯ РУКОВОДСТВА И ВЫПОЛНЕНИЯ
КУРСОВОГО ПРОЕКТА
Студент выполняет курсовой проект по
утвержденной теме в соответствии с заданием при систематическом контроле со
стороны преподавателя, являющегося его научным руководителем.
Обязательным требованием является наличие
методических указаний или учебного пособия по курсовому проектированию для
разных дисциплин, разработанных кафедрой или изданных другим вузов. В
методических указаниях должны быть достаточно точно определены задачи проекта,
характер исходных данных, примерный объем и содержание отдельных частей
проекта, объяснительной записки, число и характер чертежей, порядок выполнения
проекта.
Руководство курсовым проектированием начинается
с выдачи задания на проект, составленного преподавателем - научным
руководителем. Индивидуальная беседа руководителя со студентом по заданию
является необходимым условием, обеспечивающим успех дальнейшего руководства
проектированием. В ходе этой беседы руководитель выясняет степень
подготовленности студента к выполнению данного задания, рекомендует ему
необходимую литературу и материалы и дает консультацию о порядке выполнения
задания.
Научный руководитель курирует процесс курсового
проектирования, что подразумевает систематические консультации (1-2 раза в
неделю) с целью оказания организационной и научно-методической помощи студенту,
контроль за осуществлением выполнения проекта в соответствии с планом-графиком,
который приведен в задании на курсовой проект, проверку содержания и оформления
завершенной работы.
Индивидуальные консультации не следует
превращать в натаскивание студентов, в репетиторство; их цель - обеспечение
максимальной самостоятельности работы студентов, ее планомерности, продуманности
и обоснованности. Руководитель во время консультации по курсовому
проектированию должен не давать студенту готовые решения или советы, а путем
постановки наводящих вопросов и указания дополнительной литературы помочь
студенту понять допущенные им ошибки и найти правильный путь к решению вопроса.
Его задача - развивать творческие навыки у студента при выполнении им курсового
проекта.
Задание на выполнение курсового проекта является
нормативным документом, устанавливающим границы и глубину разработки темы, а
также сроки представления работы на кафедру в завершенном виде. В задании
указывают:
·
тему
курсового проекта;
·
перечень
основных вопросов, подлежащих разработке;
·
срок
сдачи выполненного проекта на кафедру.
Одной из важных форм руководства является
просмотр выполненной работы или ее части. Прежде всего, от студента надо
требовать представления руководителю предварительного расчета и только после
этого - всей выполненной до данного дня работы: расчетов, эскизов, чертежей,
пояснительной записки. Руководитель дает свои указания лишь после того, как он
убедился, что студент достаточно ознакомился с данным вопросом и понял его
сущность. Чтобы научить студента объяснять свою работу, надо требовать от него
доказательства и обоснования наиболее важных решений и вопросов проекта.
2. НОРМОКОНТРОЛЬ
Одним из действенных средств контроля знаний
студентов в области стандартизации и внедрения требований стандартов в учебный
процесс является нормализационный контроль учебной документации, к которой
относятся пояснительная записка курсовых и дипломных проектов и их графическая
часть. Выполнение основных положений нормоконтроля обеспечивает преподавателя,
занимающегося курсовым проектированием, надежным инструментом повышения
качества труда и, в конечном итоге, ощутимо влияет на качество подготовки
инженеров-педагогов.
Порядок проведения нормоконтроля на предприятиях
установлен ГОСТ 2.111-85. На кафедрах нормоконтролер, осуществляющий контроль
курсовых и дипломных проектов, назначается распоряжением заведующего кафедрой.
Нормоконтролю подвергаются пояснительная записка курсового проекта и его
графическая часть.
2.1 Задачи
нормоконтроля
Задачами нормоконтроля являются контроль и
обеспечение:
·
соблюдения
в курсовых проектах норм и требований, установленных государственными,
отраслевыми стандартами, стандартами предприятия (вуза) и другими
нормативно-техническими документами (НТД);
·
комплектности
документации в курсовых проектах;
·
высокого
качества оформления курсовых проектов.
2.2 Содержание
нормоконтроля
В соответствии с задачами нормоконтроля в
курсовых проектах должны быть обеспечены следующие требования:
) Комплектность документации (комплектность
документации рассматриваемых курсовых проектов, т.е. количество листов
графических документов и примерный объем пояснительной записки, устанавливается
выпускающей кафедрой).
) Соответствие обозначения, присвоенного
документу, установленной системе обозначения документов.
) Правильность оформления основных надписей к
чертежам и в пояснительной записке.
) Соблюдение требований стандартов ЕСКД (ГОСТ
2.105-79, ГОСТ 2.106-68, ГОСТ 2.301-68, ГОСТ 2.303-68, ГОСТ 2.304-68 и др.),
ЕСТД (ГОСТ 3.1103-88, ГОСТ 3.1125-88 и др.).
) Наличие и правильность ссылок на стандарты и
другую нормативно-техническую документацию.
) Соответствие форм спецификаций и порядка их
заполнения требованиям стандартов ЕСКД.
) Соответствие выполнения чертежей всех видов
требованиям стандартов ЕСКД, касающихся:
·
форматов,
масштабов, изображения (видов, разрезов, сечений), нанесения размеров,
надписей, технических требований и характеристик, таблиц, условных изображений
конструктивных элементов и т.п.;
·
обозначения
шероховатости поверхностей, простановки предельных размеров и т.п.;
·
условных
графических обозначений элементов и материалов.
8) Соответствие выполнения технологической
документации требованиям стандартов ЕСКД, касающихся:
·
обозначения
разъемов модели, формы и положения отливки при заливке;
·
изображения
припусков на механическую обработку и технологических напусков;
·
изображения
и обозначения стержней;
·
изображения
и обозначения литниковой системы, холодильников и т.п.
2.3 Порядок проведения
нормоконтроля
Нормоконтроль является завершающим этапом
курсового проектирования. Пояснительная записка и графическая часть курсового
проекта, представленные на нормоконтроль, должны быть в полном комплекте в
соответствии с заданием на курсовое проектирование. Они должны быть подписаны
студентом и руководителем курсового проекта.
В обязанности руководителя курсового проекта
входит контроль за соблюдением требований стандартов и нормативно-технической
документации.
Нормоконтролер не несет ответственности за
принятые в проекте конструктивные и технологические решения.
Выявленные при нормоконтроле ошибки и
отступления от требований НТД в проверяемых проектах помечаются мягким
карандашом таким образом, чтобы их можно было удалить, не нарушая качества
документа. Проверенные курсовые проекты, в которых обнаружены ошибки и
отступления от требований НТД, вместе с замечаниями нормоконтролера
возвращаются студенту для последующего исправления. Исправленные проекты
повторно направляются нормоконтролеру вместе с его карандашными пометками,
которые устраняются студентом после подписания курсового проекта.
Запрещается без ведома нормоконтролера вносить
какие-либо изменения или дополнения в оригинал после подписи нормоконтролера.
2.4 Обязанности и права
нормоконтролера
Нормоконтролер обязан:
·
руководствоваться
только действующими в момент проведения нормоконтроля нормативными документами;
·
тщательно
и всесторонне проверять учебную документацию на строгое соответствие
требованиям НТД;
·
давать
четкие и обоснованные замечания и предложения по исправлению проверяемых
курсовых проектов с обязательной ссылкой на конкретные требования стандартов и
другой НТД.
Нормоконтролер имеет право:
·
возвращать
учебную документацию студенту без рассмотрения в случаях небрежного выполнения,
отсутствия обязательных подписей, нарушения установленной комплектности;
·
возвращать
студенту на доработку курсовой проект, не рассматривая весь комплект
документов, если на первых же страницах проекта обнаружено большое (порядка
5-10) количество отступлений от требований НТД.
3. ЗАЩИТА КУРСОВОГО ПРОЕКТА
Защита проекта является особой формой проверки
его выполнения. Допуск на защиту заверяется подписью научного руководителя,
проставляемой в графической части и пояснительной записке, а также аналогичными
подписями нормоконтролера кафедры. Курсовой проект не может быть допущен к
защите при невыполнении существенных его разделов, при грубых нарушениях правил
оформления работы.
Защита должна приучать студента к всестороннему
обоснованию предложенных им решений и нацеливать на осмысление выполненной
работы.
Защита проекта принимается специальной комиссией
из 2-3 преподавателей при непосредственном участии руководителя курсового
проектирования и в присутствии студентов проектирующей группы. Публичная защита
позволяет ознакомить группу с работой ее членов, а также выработать
однообразные требования к проектам у руководителей проектирования.
Защита состоит из короткого доклада (8-10 мин)
студента по выполненному проекту и ответов на вопросы. Вопросы задают
преподаватели и другие лица, присутствующие на защите. Студент должен при
защите дать все объяснения по существу проекта.
Решение об оценке курсового проекта принимается
членами комиссии по результатам анализа предъявленного проекта, доклада
студента и его ответов на вопросы.
После защиты всех проектов руководителю
рекомендуется произнести заключительную речь, содержащую анализ лучших и худших
проектов с указанием на типичные ошибки и недостатки, обнаруженные в проектах.
4. СТРУКТУРА КУРСОВОГО ПРОЕКТА
Структурными элементами курсового проекта
являются:
·
титульный
лист;
·
задание
и план-график выполнения;
·
оглавление;
·
введение;
·
основная
часть;
·
заключение;
·
библиографический
список;
·
приложения.
4.1 Титульный лист
На титульном листе курсового проекта должны быть
указаны следующие сведения:
·
полное
наименование министерства, вуза, кафедры;
·
название
темы курсового проекта;
·
вид
документа и его шифр;
·
место
и год выполнения.
Образец титульного листа приведен в прил. 1.
4.2 Задание на курсовой
проект
Задание на курсовой проект оформляется согласно
вышеуказанным рекомендациям (см. гл. 2). Образец задания в соответствии с
существующими стандартами [1] приведен в прил. 2 (выполняется на бланке).
4.3 Оглавление
Оглавление должно содержать перечень структурных
элементов курсового проекта (с указанием номеров страниц, с которых начинается
их месторасположение в тексте), к которым относятся:
·
введение;
·
главы
(разделы), параграфы (подразделы), пункты, подпункты основной части проекта;
·
заключение;
·
библиографический
список;
·
приложения.
Образец оглавления приведен в прил. 3.
4.4 Введение
Во введении обосновывается актуальность темы;
указываются степень ее разработанности в теории и практике, цели и задачи,
объект и предмет, база проектирования; аргументируется выбор использованных
литературных источников, дается краткое содержание глав и разделов основной
части работы.
4.5 Основная часть пояснительной
записки
Основную часть следует делить на главы
(разделы), параграфы (подразделы) и, при необходимости, на пункты и подпункты.
Каждый структурный элемент основной части должен представлять собой законченный
в смысловом отношении фрагмент работы.
Порядковые номера глав (разделов) обозначают
арабскими цифрами с точкой. Параграфы (подразделы) нумеруют в пределах каждой
главы (раздела). Номер параграфа (подраздела) состоит из номера главы (раздела)
и собственно номера параграфа (подраздела), которые разделены точкой. В конце
номера параграфа (подраздела) также ставят точку.
Пункты нумеруют в пределах каждого параграфа
(подраздела). Номер пункта состоит из номера параграфа (подраздела) и
порядкового номера пункта, которые разделены точкой. В конце номера пункта
также ставится точка. Подпункты нумеруют в пределах каждого пункта. Номер
подпункта состоит из номера пункта и собственно номера подпункта, которые
разделены точкой. В конце номера подпункта также ставят точку.
Содержащиеся в пунктах (подпунктах) перечисления
(перечни) требований, указаний, положений обозначают арабскими цифрами с
круглой скобкой.
В структуре основной части должно быть выделено
не менее двух глав (разделов), а в составе каждой из них не менее двух
параграфов (подразделов) и т.д.
4.6 Заключение
Основная часть пояснительной записки курсового
проекта завершается заключением. Главное требование к заключению - обобщение
материала, основные выводы и рекомендации.
Заключение включает следующие аспекты:
. Обобщение информации, изложенной в основной
части пояснительной записки.
. Краткую характеристику основных нерешенных или
трудно решаемых проблем.
. Рекомендации по дальнейшему решению проблемных
вопросов.
. Прогноз развития конструктивных или
технологических вопросов, не решенных в данном проекте.
4.7 Библиографический
список
Библиографический список (ГОСТ 7.0-84) должен
содержать сведения об источниках, использованных при выполнении курсового
проекта (монографии, сборники статей, учебные пособия, справочная литература,
учебно-методические пособия, нормативно-технические документы, стандарты).
Библиографический список оформляется в соответствии с требованиями ГОСТ 7.1-84.
В описаниях документов допускаются сокращения в области выходных данных по ГОСТ
7.12-93. Библиографический список располагается в алфавитном порядке (в
пояснительной записке курсового проекта допускается располагать документы в
порядке их упоминания в тексте). Список должен быть пронумерован по порядку
записей арабскими цифрами с точкой.
Основные правила и примеры библиографического
описания документов приведены в прил. 4 [2, 5].
4.8 Приложения
Приложения призваны облегчить восприятие
содержания пояснительной записки и могут включать: материалы, дополняющие
текст; промежуточные формулы и расчеты; таблицы вспомогательных данных,
иллюстрации вспомогательного характера, технологические инструкции; алгоритмы
задач, решаемых ЭВМ; описания программных средств; характеристики аппаратуры и
приборов, применяемых при выполнении работы; рецензии и др.
Приложения помещаются в конце пояснительной
записки курсового проекта. Каждое приложение должно начинаться с новой страницы
и иметь содержательный заголовок. Приложения нумеруют арабскими цифрами
порядковой нумерацией. Номер приложения размещают в правом верхнем углу над
тематическим заголовком приложения после слова «При-ложение» (например:
Приложение 1). Приложения должны иметь общую с остальной частью курсового
проекта сквозную нумерацию страниц. На все приложения в основной части
курсового проекта должны быть ссылки.
5. ТРЕБОВАНИЯ К ПРЕДСТАВЛЕНИЮ СОДЕРЖАНИЯ ТЕКСТА
КУРСОВОГО ПРОЕКТА
Содержание текстовой части курсового проекта
может быть представлено в виде собственно текста, таблиц, иллюстраций, формул,
уравнений и других составляющих.
5.1 Текст курсового
проекта
Текст курсового проекта должен отвечать
следующим основным формальным требованиям [1]:
·
четкость
структуры;
·
логичность
и последовательность;
·
точность
приведенных сведений;
·
ясность
и лаконичность изложения материала;
·
соответствие
изложения материала нормам литературного русского языка.
В тексте курсового проекта могут использоваться
следующие виды ссылок:
·
ссылки
на структурные элементы курсового проекта - таблицы, иллюстрации, формулы,
уравнения, приложения и т.п.;
·
ссылки
на источники (библиографические ссылки).
Ссылки на структурные элементы текста оформляют
по следующим правилам:
) при ссылках в тексте на структурные элементы
курсового проекта необходимо указывать их названия и порядковые номера.
Например: «...в разд. 2 были рассмотрены...»; «... согласно 1.1»; «... в
соответствии с табл. 1»; «… (табл.1)»; «… (см. табл.1)» (последнее - при
повторной ссылке); «...на рис.1»; «… (рис. 1)»; «… (см. рис. 1)» (последнее -
при повторной ссылке); «...в формуле (1)»; «… согласно (1)»; «... в прил. 1»;
) если в тексте приводится только одна
иллюстрация, одна таблица, одна формула, одно приложение, то в ссылке следует
указывать: «... на рисунке»; «... в таблице»; «... по формуле»; «... в
приложении».
Ссылки на источники (библиографические ссылки)
приводятся в виде порядкового номера этого источника в списке литературы,
который указывается в квадратных скобках без точки, например: «Для расчета
прибылей используется метод Й. Пржибыла [4]». Примеры библиографического
описания документов приведены в прил. 4.
5.2 Таблицы
Таблицы представляют собой форму организации
материала, позволяющую систематизировать и сократить текст, обеспечить
обозримость и наглядность информации. Каждая таблица должна иметь заголовок,
точно и кратко отражающий ее содержание. Точка в конце заголовка таблицы не
ставится. Заголовок таблицы помещают над ней.
Таблицы нумеруются арабскими цифрами порядковой
нумерацией в пределах всего текста. Слово «Таблица» и ее порядковый номер
помещают над ней в правом верхнем углу над названием таблицы. Если в тексте
имеется только одна таблица, то ее не нумеруют и слово «Таблица» не пишут.
В таблицах числа, имеющие больше четырех знаков,
должны разделяться интервалами в один знак на классы по три цифры в каждом
справа налево (десятичные дроби после запятой - слева направо).
Каждая графа, в том числе и боковик, должна
иметь заголовок. Заголовки, как правило, ставятся в именительном падеже,
единственном числе и пишутся с заглавной буквы. Написание заголовка со строчной
буквы имеет место при грамматической связи заголовков верхнего и нижнего
ярусов. Приведем пример оформления таблицы:
Таблица 34 - Температурные режимы
сушки материалов
|
Наименование
материала
|
Время,
ч
|
Максимально
допустимый перепад температур, оС
|
|
Подъема
температуры
|
выдержки
|
|
|
1.
2.
|
|
|
|
Примечания и сноски к таблице должны быть
напечатаны непосредственно под ней. Сноски к цифрам в таблице обозначаются
только звездочками.
Над продолжением или окончанием таблицы пишут:
«Продолжение табл. 2»; «Окончание табл. 2».
Таблицы в зависимости от их размера располагают
после текста, в котором они упоминаются впервые, или на следующей странице, а
при необходимости - в приложении. Таблицы для данных, представляющих всего одну
строку (например, для описания химического состава или свойств одной марки
сплава), как правило, не делаются. Такие данные записываются в тексте
пояснительной записки. На все таблицы в тексте курсового проекта должны быть
ссылки.
5.3 Иллюстрации
К иллюстрациям относятся: фотоснимки, рисунки,
эскизы, чертежи, планы, графики, диаграммы и др. Использование иллюстраций
целесообразно в курсовом проекте, когда они заменяют, дополняют, раскрывают или
поясняют информацию, содержащуюся в тексте курсового проекта.
Иллюстрации обозначают словом «Рис.» и нумеруют
арабскими цифрами сквозной нумерацией в пределах всего текста. Если в тексте
только одна иллюстрация, то ее не нумеруют и слово «Рис.» не пишут.
Слово «Рис.», порядковый номер иллюстрации и ее
название (подрисуночную надпись) помещают под иллюстрацией. Иллюстрацию
располагают непосредственно после текста, в котором она упоминается впервые,
или на следующей странице. На все иллюстрации в тексте должны быть ссылки.
Например: «… (рис.1)»; при повторной ссылке: «… (см. рис. 1)».
Пример подрисуночной подписи [5]:
Рис. 1. Схема литниковой системы:
1 - стояк; 2
- шлакоуловитель; 3 - питатель
5.4 Формулы
Наиболее важные, длинные, громоздкие, а также
пронумерованные формулы следует выделять из текста в отдельные строки. Формулы
могут при необходимости нумероваться сквозной нумерацией арабскими цифрами в
круглых скобках у правого края страницы. В данном случае в тексте пояснительной
записки на эти формулы должны быть ссылки. Допускается употреблять номера
формул без определяющих слов в тексте. Например: «…из (3) следует ...».
Формулы включаются в предложения как его
равноправные элементы, поэтому в конце формул и в тексте перед ними ставятся
знаки препинания в соответствии с правилами пунктуации. Формулы, следующие одна
за другой, отделяются запятой или точкой с запятой.
Формула вначале записывается в буквенном
выражении. Все математические величины в ней должны быть расшифрованы. Только
после этого в формулу подставляются цифровые данные. При расшифровке буквенных
обозначений (экспликация к формуле) следующую строку после формулы начинают со
слова «где», которое пишут (печатают) от левого края со строчной буквы, не
делая абзаца, а после формулы ставят запятую. Обозначение величины отделяют от
расшифровки знаком тире, расшифровки разделяют точкой с запятой, единицы
физических величин отделяют от расшифровки запятой. Например: «Затраты теплоты
на нагрев сухого материала Qм можно рассчитать по формуле
Qм=см(tм2-tм1)Gм
, (27)
где см - удельная теплоемкость сухих
материалов, кДж/(кг·К);
tм1 - средняя
по массе начальная температура материала, оС;
tм2 - средняя
по массе конечная температура материала, оС;
Gм
- масса материала, кг».
При переносе формулы знак оставляют в конце
строки и повторяют в начале следующей строки. Например:
 = 358 СН4 + 636 С2Н6
+ 913 С3Н8 +
= 358 СН4 + 636 С2Н6
+ 913 С3Н8 +
+ 1185 С4Н10 = 35 030
кДж/м3.
Надстрочные и подстрочные индексы,
показатели степени и т.п. должны быть меньших размеров.
6. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ТЕКСТА
КУРСОВОГО ПРОЕКТА
6.1 Текст
Правила оформления текста пояснительной записки
курсового проекта определяются ГОСТ 7.32-91. Оформление графической части
курсового проекта по дисциплине «Технология литейного производства»
производится по ГОСТ 3.1125-88 [3] и в соответствии с требованиями выпускающей
кафедры АТЛП.
Текст курсового проекта может быть выполнен
рукописным способом, а также с применением ПК. Страницы текста курсового
проекта должны соответствовать формату А4.
Текст следует размещать на одной стороне листа
бумаги. Каждая страница пояснительной записки курсового проекта, начиная с
третьей, должна иметь рамку черного цвета, выполненную типографским способом
или вручную, с основной надписью высотой 15 мм (ГОСТ 2.305-78) - форма 3 (прил.
5, 6).
Рамку следует наносить сплошной основной линией
на расстоянии: 20 мм от левой границы формата и 5 мм от остальных границ
формата.
От рамки до границ текста следует оставлять: 5
мм - в начале строк, не менее 3 мм - в конце строк. Расстояние от рамки до
верхней строки текста и от нижней строки текста до основной надписи должно быть
не менее 10 мм. Абзацы в тексте курсовых проектов начинают отступом 15-17 мм (5
знаков при машинописном исполнении).
Листы курсовых работ могут не иметь рамку с
основной надписью на каждом листе пояснительной записки, они должны иметь
следующие размеры полей: левое не менее 30 мм, правое не менее 10 мм, верхнее
не менее 15 мм, нижнее не менее 20 мм. Страницы в пояснительной записке
курсовых работ нумеруются арабскими цифрами в правом верхнем углу. При этом
соблюдается сквозная нумерация по всему тексту. Титульный лист включается в
общую нумерацию страниц текста. Номер страницы на титульном листе не
проставляется.
В тексте пояснительной записки не допускается:
·
применять
для одного и того же понятия различные термины;
·
сокращать
обозначения единиц физических величин, если они употребляются без цифр
(допустимо только в таблицах и в расшифровке формул);
·
применять
индексы стандартов (ГОСТ, ОСТ, СТП) без регистрационного номера.
6.2 Заголовки
Введение, главы (разделы) основной части,
заключение, список литературы, приложения должны начинаться с новой страницы и
иметь заголовок, напечатанный (написанный) прописными буквами.
Заголовки глав (разделов) и параграфов
(подразделов) должны быть краткими и соответствовать содержанию. Заголовки
вспомогательных структурных элементов текста (введение, оглавление, список
литературы) следует располагать в середине строки без точки на конце, не
подчеркивая. Переносы слов в заголовках не допускаются, предлоги и союзы
переносятся на следующую строку. Расстояние между заголовками и текстом должно
быть не менее 3-4 интервалов. Расстояния между заголовками главы (раздела) и
параграфа (подраздела) допускается делать в 2-3 интервала.
Заголовки параграфов (подразделов), пунктов и
т.п. пишут строчными буквами, начиная с прописной, с абзаца. Если весь
заголовок не вмещается в одну строку, его продолжение пишут с начала следующей
строки. Переносы слов и подчеркивание заголовков здесь также не допускаются,
предлоги и союзы в конце строки также оставлять не рекомендуется.
6.3 Сокращения
Правила
графического сокращения слов:
1. Усечение конечной части слова. Оставшаяся
часть слова должна:
·
позволять
безошибочно восстанавливать полное слово. Например: филос., филол.;
·
заканчиваться
на согласный (исключая однобуквенные сокращения);
·
при
стечении в конце двух одинаковых согласных заканчиваться на один из них.
Например: ил.;
·
при
стечении в конце нескольких разных согласных заканчиваться на последний из них.
Например: геогр. [5].
2. Точка как знак сокращения не ставится:
·
в
сложносокращенных словах, буквенных аббревиатурах. Например: КПД, ЭДС; но: т.е.
(читается «то есть»); а.е. (читается «астрономическая единица»);
·
в
конце сокращений, если срединная часть слова заменена дефисом. Например: ин-т,
ун-т, пром-сть;
·
если
используется косая черта (в сочетании усечены предлоги на, по и
др.). Например: н/Д (на-Дону);
·
в
середине удвоенного однобуквенного сокращения. Например: вв., гг.;
·
в
конце сокращений, образованных путем удаления гласных. Например: млн, млрд;
·
после
сокращенных обозначений единиц физических величин. Например: 25 с, 4 ч, 20 мин.
Употребление
общепринятых сокращений:
1. Самостоятельно употребляемые сокращения: и
др., и пр., и т.д., т.е. Не рекомендуется употреблять эти сокращения в
середине фразы, если имеется согласованное с ними слово. Например: «…выступили
Б. И. Петров, М. П. Иванов и другие ученые».
. Сокращения при именах, фамилиях, названиях:
доц. Б.И.Петров.
. Сокращения при географических названиях: г.
(город), д. (деревня), с. (село). Сокращение г. (город),
как и полное слово, рекомендуется употреблять ограниченно, главным образом
перед названиями городов, образованных от фамилий.
. Сокращения в ссылках: гл., п. (пп.), подп.,
разд., с., табл., ч., прил., ил., прим. (при отсутствии номера эти слова
пишутся полностью), см., ср.; сокращения при датах в цифровой форме: в. (вв.),
г. (гг.), до н.э., н.э., ок.; сокращения при числах в цифровой форме: млн,
млрд, тыс., экз., шт., р., к.
6.4 Числительные
нормоконтроль курсовой проект
оформление
Рекомендуется употреблять цифровую форму при
единицах физических величин, денежных единицах и т.д.: до 25 кг, около 10 к.
Рекомендуется употреблять буквенную форму, если
однозначное число стоит в косвенном падеже (не при единицах физических
величин): до трех раз, из пяти вопросов, но: 3 года.
Не рекомендуется начинать предложение с
числительного в цифровой форме. Следует перестроить предложение так, чтобы
числительное оказалось в середине предложения.
Если порядковые числительные выражены арабскими
цифрами, они имеют наращения падежных окончаний -й,-я,-му: 1-й курс, 4-я
подгруппа, к 5-му курсу, по аналогии: n-й, i-го.
Если порядковые числительные обозначены римскими
цифрами, они наращений не имеют: III курс, XY в.
Падежное окончание наращивают один раз, если
подряд следует более двух числительных или между числительными стоит тире:
студенты 1, 2, 3-х курсов, в 30-40-е гг., 3-4-й разряд, но: 9-е, 10-е классы,
70-е - начало 80-х гг.
Падежные окончания не наращивают при обозначении
дат, номера тома, главы, таблицы, страницы и т.д. Например: 29 сентября 1938
г., т.3, гл.7, табл.12 (но: 3-й том, в 7-й главе).
Диапазон значений можно обозначать
следующими способами: длиной 5...10 м, длиной 5-10 м, длиной 5 10 м, длиной
от 5 до 10 м.
10 м, длиной
от 5 до 10 м.
Сложные существительные и прилагательные в
составе с числительными следует писать так: 110-летие, 3-метровый,
20-процентный, 20%-й, 1-,2-,3-этажный, одно-, двух- и трехэтажный.
При написании дат следует исходить из следующих
правил:
·
период:
1971-1975 гг., 1950 г.-1960-е гг.;
·
бюджетный,
отчетный, учебный год: в 1987/88 уч.г., в 1987/88 учебном году, отчетный
1987/88 год;
·
десятилетия:
80-е гг. ХХ в.; 70 - 80-е гг.; 1960 - 80-е годы; 1890 -1910-е годы.
Знаки №, §, % употребляются только при цифрах;
во множественном числе они не удваиваются: № 5, 6, 9; §1, 2; 70, 80, 100 %.
Знак № не ставится перед порядковым номером
глав, таблиц, рисунков, приложений и т.д.
Знаки > < + = и др. применяют только в
формулах; в тексте их заменяют словами.
6.5 Физические величины
Установлены два вида буквенных обозначений:
международные (с использованием букв латинского или греческого алфавита) и
русские (с использованием букв русского алфавита). В качестве основных приняты
международные обозначения. Обозначения единиц, названных в честь ученых,
пишутся с прописной (заглавной) буквы, все остальные - со строчной (малой).
Например: Па (Паскаль), В (Вольт), А (Ампер), С (Цельсий), К (Кельвин) и т. п.,
но м, с, дм и др.
Буквенные обозначения печатаются прямым шрифтом
с пробелом после цифр. Если единица обозначается специальным знаком, поднятым
над строкой, то пробел не оставляется: 20 оС. В обозначениях единиц точку как
знак сокращения не ставят. Обозначения единиц применяют после числовых значений
величин и помещают в строку с ними (без переноса на следующую строку): 5 т, 7
м, 120 кВт, 20 %, 20 оС. В тексте же без числового значения следует
писать полное название единиц. Буквенные обозначения единиц, входящих в
произведение, следует отделять точками на средней линии как знаками умножения.
Например: Н·м, Па·с, А·м.
Не допускается помещать обозначения единиц в
строку с формулами, выражающими зависимости между величинами. Например:
V=C/τ,
где V
- средняя скорость подъема уровня сплава в форме, мм/с;
С - общая
высота отливки (по положению при заливке), мм;
τ
-
продолжительность заполнения формы, с.
Допускается буквенные обозначения единиц,
входящих в произведение, отделять пробелами, если это не приводит к
недоразумению. Например: Н м, Па с, А м.
В буквенных обозначениях отношений единиц в
качестве знака деления должна применяться только одна - косая или
горизонтальная - черта. После косой черты произведение заключают в скобки.
Например: Вт/(м2 К).
Если для одной из единиц, входящих в отношение,
установлено обозначение в виде отрицательной степени (например, с-1, м-1, К-1),
применять косую или горизонтальную черту не допускается.
7. КУРСОВОЙ ПРОЕКТ ПО ДИСЦИПЛИНЕ «ТЕХНОЛОГИЯ
ЛИТЕЙНОГО ПРОИЗВОДСТВА»
Курсовой проект по дисциплине «Технология
литейного производства» выполняется в 7-м семестре после теоретического
изучения технологических основ производства отливок в песчаных литейных формах
и прохождения студентом технологической практики на промышленном предприятии.
Во время этой практики он знакомится с технологией производства отливок на
предприятии и выбирает отливку, технологию которой будет разрабатывать во время
курсового проектирования.
Задание на проектирование выдает научный
руководитель. Во время беседы руководитель уточняет основные положения
курсового проектирования и требования кафедры к данному курсовому проекту.
После беседы с руководителем студент приступает к разработке технологии
изготовления выбранной отливки.
7.1 Содержание и
оформление пояснительной записки
.1.1 Структура
пояснительной записки
Пояснительная записка курсового проекта должна
включать:
) титульный лист;
) оглавление;
) введение;
) основную часть пояснительной записки, в том
числе следующие подразделы:
·
«Характеристика
литой детали и условий ее службы»;
·
«Материал
отливки и его свойства»;
·
«Выбор
способа производства отливки»;
·
«Формовочные,
стержневые смеси и покрытия»;
·
«Литейные
формы и стержни»;
·
«Конструирование
и расчет прибылей и литниковой системы»;
·
«Выбор
литейно-модельной оснастки»;
·
«Подготовка
форм и стержней, сборка и заливка форм»;
·
«Выбивка,
обрубка, очистка и термическая обработка отливок»;
·
«Контроль
качества отливок»;
·
«Возможные
дефекты отливок и меры по их предупреждению и устранению»;
5) заключение;
) библиографический список;
) приложения.
7.1.2 Содержание и
оформление структурных элементов пояснительной записки
Титульный лист
пояснительной записки оформляется в соответствии со стандартами высшего
учебного заведения. Образец оформления титульного листа приведен в прил. 1.
Титульный лист является первой страницей пояснительной записки; номер на нем не
проставляется. После титульного листа подшивается бланк задания на курсовой
проект, также оформленный в соответствии с прил. 2 со всеми надлежащими
подписями. Задание не имеет номера страницы и в оглавление пояснительной
записки не включается.
Оглавление
приводится на второй странице пояснительной записки. На этой же странице
имеется основная надпись (прил. 5, форма 2), образец оформления которой
приведен в прил. 6. Пример составления оглавления приведен в прил. 3. Если
оглавление не помещается на второй странице, оно продолжается на третьей странице,
которая, как и остальные страницы проекта, имеет основную надпись по форме 3
(прил. 5), образец которой также приведен в прил. 6.
Введение характеризует
цели и задачи, объект и предмет проектирования. Оно содержит обоснование выбора
использованных литературных источников, описание особенностей и краткое
содержание разделов пояснительной записки и графической части курсового
проекта. В прил. 7 приведен пример оформления введения курсового проекта.
Заключение содержит
обобщение основной части пояснительной записки, основные выводы и рекомендации.
Библиографический список
составляется с учетом рекомендаций п. 5.6 настоящего пособия и образцов
библиографического описания документов, приведенных в прил. 4. Основные
требования, предъявляемые к библиографическому списку:
·
соответствие
теме курсового проекта и полнота отражения всех аспектов ее рассмотрения;
·
наличие
опубликованных и неопубликованных материалов;
·
разнообразие
видов изданий (официальные, нормативные, справочные, учебные, научные,
производственно-практические и др.); в обязательном порядке должны быть описаны
стандарты, отражающие материал и класс точности отливок, конструкции опок и
стержневых ящиков, правила выполнения чертежей элементов литейной формы и др.;
·
отсутствие
морально устаревших документов.
Приложение
может содержать экспликации на один или два сложных чертежа курсового проекта,
например чертежа расположения модели на подмодельной плите с элементами
крепления, чертежа стержневого ящика с вкладышами, вентами и др.
7.1.3 Содержание и
оформление основной части пояснительной записки
Характеристика литой детали и
условий ее службы
В этом разделе дается краткое описание роли
литой детали в машине или узле машины, для которой она предназначена.
Необходимо привести сведения о характере нагрузок, действующих на литую деталь
(статические, динамические, ударные), а также о температуре рабочей среды.
В необходимых случаях приводятся требования к
физическим (твердость, плотность, износостойкость, электропроводность,
антифрикционность и др.) и химическим (например, коррозионная стойкость)
свойствам отливок.
Необходимо отразить сведения о габаритных
размерах, массе, преобладающей толщине стенок, сложности конструкции литой
детали (классификация отливок по сложности описана в [6]; в прил. 8 дано краткое
описание групп сложности отливок).
Материал отливки и его свойства
Выбор материала, если он не определен в задании,
осуществляется студентом исходя из требований, предъявляемых к отливке.
В пояснительной записке должны быть указаны
марка сплава, его химический состав (в соответствии с определенным стандартом),
величина показателей механических свойств, а для отливок специального
назначения - соответствующие эксплуатационные характеристики.
Наряду с вышеперечисленными свойствами
необходимо кратко описать известные из справочной литературы технологические и
литейные свойства выбранного сплава: интервал плавления, литейную, линейную и
объемную усадку, жидкотекучесть (по спиральной или другим пробам), склонность к
трещинообразованию и ликвации и др.
Выбор способа производства отливки
При выборе способа производства отливки
необходимо руководствоваться следующими основными требованиями:
·
получение
качественных отливок заданной конфигурации и размеров с наименьшим процентом
брака;
·
обеспечение
необходимых эксплуатационных свойств отливок;
·
минимальная
трудоемкость процесса, экономное расходование основных и вспомогательных
материалов, энергии и топлива;
·
снижение
расхода жидкого сплава;
·
снижение
объема механической обработки.
В соответствии с изложенными требованиями
студент должен выбрать целесообразный способ изготовления отливки и дать
краткое обоснование этого решения. В данном случае курсовой проект предполагает
процесс изготовления отливки в песчаной форме, поэтому студент должен
обосновать применение ручной или машинной формовки, сырой, сухой или
подсушиваемой формы, применение той или иной модельно-литейной оснастки и т.п.
После выбора способа изготовления отливки
производится определение класса точности отливки по ГОСТ 26645-85 и определение
припусков на механическую обработку отливки.
Формовочные, стержневые смеси и
покрытия
Для выбора состава формовочных и стержневых
смесей и покрытий могут быть использованы заводской опыт, справочные данные, а
также рекомендации, где приведены данные по областям применения и требования по
прочности различных типов формовочных и стержневых смесей [23]. Там же
приведены конкретные составы формовочных и стержневых смесей. Поэтому в
зависимости от марки сплава, характеристики отливки, характера производства,
применяемых методов изготовления форм и стержней, класса и размеров стержней
можно определить возможные типы смесей.
Для стержней состав смесей выбирается в
зависимости от сплава, из которого изготовляется отливка, класса стержня,
характера производства, применяемого способа изготовления стержней и других
требований. При конкретном выборе состава стержневой смеси необходимо учесть
рекомендации по необходимой при данном способе уплотнения смеси прочности во
влажном состоянии, а также требования по необходимой рабочей прочности смеси.
В сводной таблице указываются состав применяемых
смесей, их влажность и физико-механические свойства в сыром и упрочненном
состояниях с обоснованием выбора. В пояснительной записке приводятся и
обосновываются составы покрытий, красок, рассчитывается расход смесей на одну
отливку и на тонну отливок данного вида.
Литейные формы и стержни
В пояснительной записке приводится последовательное
описание процессов изготовления литейной формы и стержней с краткой
характеристикой применяемого оборудования. При этом должны быть отражены
мероприятия по вентиляции форм и стержней, повышению податливости стержней,
способы нанесения красок и покрытий, режимы сушки форм и стержней.
Конструирование и расчет прибылей и
литниковой системы
По чертежу отливки производится определение ее
термических узлов, требующих принятия специальных мер по обеспечению их питания
во время затвердевания отливки. Далее приводится выбор конструкции и расчет
прибылей по одному из известных способов.
В пояснительной записке необходимо отразить
мероприятия по повышению эффективности действия прибылей (утепление, обогрев
прибылей, создание повышенного давления в прибыли и др.), если их
целесообразность экономически оправданна.
Рассчитывается расход металла на питание отливки
(суммарная масса прибылей), а также масса выпоров и литниковой системы,
приходящаяся на одну отливку. Производится расчет технологического выхода
годного (ТВГ) по формуле
 ,
,
где Qотл - масса
отливки, кг;
Qприб - масса
прибылей, приходящаяся на одну отливку, кг;
Qвып - масса
выпоров, приходящаяся на одну отливку, кг;
Qл.с - масса
литниковой системы, приходящаяся на одну отливку, кг;
Qпот - масса
потерь на всплески и угар, кг.
В пояснительной записке приводится
обоснование способа подвода сплава к отливке и принятого соотношения элементов
литниковой системы. Выбирается способ заливки сплава в форму (из поворотного
или стопорного ковша). Расчетным путем определяются оптимальная
продолжительность заливки и площадь сечения литниковых каналов. В записке
должна быть приведена схема литниковой системы (допускается в аксонометрии) с
необходимыми обозначениями, используемыми в расчетах. Необходимо выбрать также
конструкцию и размеры литниковой чаши или воронки.
Расчет литниковой системы в проекте
рекомендуется производить по методике проф. Г.М. Дубицкого.
Выбор литейно-модельной оснастки
В этом разделе необходимо обосновать
выбор размеров опок, материала для изготовления моделей и стержневых ящиков.
Приводится полный перечень комплекта модельно-литейной оснастки для
изготовления отливки по данной технологии, включая контрольные шаблоны,
кондукторы, модельные плиты и другие приспособления.
При выборе способа формовки
по-сухому необходимо привести соответствующее обоснование. Указывается способ
сушки форм и стержней (камерное сушило, переносное сушило, инфракрасная
тепловая сушка, химическое твердение и др.), а также режим сушки (температура,
продолжительность). Для стержней необходимо указать сушильный инвентарь (плиты,
драйеры).
Подготовка форм и стержней, сборка и
заливка форм
В разделе описываются применяемые
способы подготовки форм и стержней (исправление дефектов литейной формы, окраска,
сушка форм и стержней), контроля установки стержней, применяемые шаблоны,
особенности сборки литейной формы. Рассчитывается подъемная сила, действующая
при заливке на верхнюю полуформу, и определяется масса груза для загрузки формы
во время заливки. Указывается способ крепления формы (скобы, струбцины, болты,
грузы).
По справочным данным или расчетным
путем определяются температура заливки формы, время выдержки отливки в форме до
выбивки и средняя температура отливки в момент выбивки. Описываются операции по
уходу за формой после заливки (доливка прибылей, раскрепление опок и др.).
Выбивка, обрубка, очистка и
термическая обработка отливок
Описываются применяемый способ
выбивки форм и используемое при этом оборудование. Приводится
последовательность технологических операций по обрубке, очистке и зачистке
отливок. Краткая характеристика средств, применяемых для обрубки и очистки
отливок, приведена в прил. 9.
Указываются цель и режим термической
обработки отливки, описывается структура отливки до и после термической
обработки. Предусматриваются мероприятия, предупреждающие коробление и
деформацию отливок при термической обработке.
Контроль качества отливки
Раздел по контролю качества отливок
должен включать в себя перечень характеристик, по которым будет производиться
сдача-приемка готовых отливок в соответствии с действующими стандартами и
техническими условиями: геометрические размеры, внешний вид, химический состав,
механические свойства, структура и т.п. Указывается способ контроля этих
параметров: контрольный обмер или разметка (выборочно или от партии), вырезка
образцов для механических испытаний из специально отлитых проб, из отливок,
вырезка темплетов для исследования и т. п. Например, в зависимости от
назначения и требований, предъявляемых к деталям, стальные отливки разделяются
на три группы (прил. 10).
При необходимости могут быть
предусмотрены специальные методы неразрушающего или разрушающего контроля:
металлографический, рентгеновский, люминесцентный, ультразвуковой, гидро- или
пневмоиспытания и др.
Возможные дефекты отливок и меры по
их предупреждению и устранению
В этом разделе описываются наиболее
вероятные виды дефектов, которые могут встретиться при изготовлении данной
отливки, а также описываются предположительные мероприятия по их предупреждению
и способам устранения. При работе над этим разделом следует руководствоваться
ГОСТ 19200-80.
7.2 Содержание и
оформление графической части
.2.1 Виды выполняемых
чертежей
К чертежам модельно-литейной технологической
разработки относятся:
·
чертеж
элементов литейной формы;
·
чертеж
расположения моделей и литниковой системы;
·
чертеж
отливки;
·
чертеж
собранной формы в состоянии готовности к заливке;
·
эскизы
стержней;
·
чертежи
холодильников, жеребеек, крепежных приспособлений;
·
чертежи
моделей, стержневых ящиков, вкладышей, шаблонов, кондукторов, заливочных
устройств, драйеров;
·
чертежи
модельных плит и опок;
·
принципиальная
технологическая схема работы литейной машины, агрегата, поточной линии.
Чертеж элементов литейной формы
служит:
·
для
разработки чертежа отливки;
·
разработки
пооперационного технологического процесса изготовления отливки;
·
изготовления
модельного комплекта;
·
разработки
чертежей металлической модельно-литейной оснастки;
·
для
производства рабочих операций по изготовлению и сборке формы при индивидуальном
и мелкосерийном производстве.
Чертеж расположения моделей и
литниковой системы на модельной плите служит для
монтажа моделей отливки и литниковой системы и подбора необходимого типоразмера
опок.
Чертеж отливки служит
для разработки технологического процесса ее изготовления, механической
обработки и приемки ОТК.
Чертеж собранной формы
в состоянии готовности к заливке служит для разработки пооперационного
технологического процесса ее изготовления и сборки, размещения отдельных элементов
(стержней, холодильников, жеребеек и т.п.), установки прибылей, выпоров,
элементов литниковой системы. В соответствии с этим чертежом выполняются
рабочие операции в формовочно-сборочном отделении цеха при серийном или
массовом производстве отливок.
Эскизы стержней
служат для разработки пооперационного процесса их изготовления и осуществления
рабочих операций в стержневом отделении, а также для изготовления стержневых
ящиков.
Чертежи моделей, стержневых ящиков,
вкладышей, шаблонов, кондукторов, заливочных устройств, драйеров, модельных
плит, опок, холодильников, жеребеек, крепежных приспособлений служат
для изготовления этих элементов модельно-литейной оснастки.
Чертежи модельных плит и опок служат
для изготовления этих элементов литейно-модельной оснастки, если они
изготовляются не в соответствии со стандартами, а применительно к используемой
в цехе формовочной линии. Стандартные опоки и модельные плиты изготовляются в
соответствии с ГОСТ 2133-75.
Принципиальная технологическая схема
работы литейной машины, агрегата, поточной линии изготовляется
студентом по согласованию с научным руководителем, если она представляет собой
нетрадиционную конструкцию, отличающуюся от стандартной. Например, для формовки
применяется агрегат, сконструированный с применением какого-то нового способа
уплотнения литейной формы. В этом случае по согласованию с научным
руководителем студент выполняет на 3-м листе схему этого агрегата или машины.
Комплект чертежей литейно-модельной
технологической разработки варьируется обычно в зависимости от конкретных
производственных условий:
) при массовом и крупносерийном производстве
выполняются все перечисленные выше виды чертежей применительно к данному
технологическому процессу;
) при серийном производстве - чертеж элементов
литейной формы, чертеж расположения моделей и литниковой системы, чертеж
отливки. Остальные чертежи могут выполняться по мере надобности;
) при мелкосерийном и единичном производстве
отливок - чертеж элементов литейной формы.
Содержание графических документов и их количество
для курсового проекта устанавливает кафедра, ведущая проектирование. Кафедра
АТЛП рекомендует в качестве графической части курсового проекта выполнить
следующие 3 листа чертежей формата А1:
·
чертеж
элементов литейной формы;
·
чертеж
собранной формы в состоянии готовности к заливке;
·
один
из чертежей модельно-литейной оснастки по согласованию с руководителем (чертеж
расположения моделей и литниковой системы на модельной плите, чертеж
стержневого ящика и др.).
При разработке чертежей модельно-литейной
технологии необходимо:
) выбрать способ производства отливки,
определить метод изготовления формы;
) установить расположение разъемов формы и
модели;
) установить величину припусков на механическую
обработку, гарантийных технологических напусков;
) установить границы стержней, размеры их
знаков, величины уклонов и зазоров, направления набивки и выхода газов;
) определить конструкции моделей, стержневых
ящиков;
) выбрать тип литниковой системы и расположение
ее элементов, установить их размеры; определить конструкцию и размеры других
заливочных устройств;
) определить места установки и размеры прибылей,
предусмотреть способы повышения эффективности их действия;
) предусмотреть специальные меры для получения
годной отливки: применение холодильников, жеребеек, выпоров, стяжек, усадочных
ребер и др.
7.2.2 Общие требования
к чертежам
Графическая часть курсового проекта может быть
выполнена вручную карандашом или черной тушью (фломастером), за исключением
чертежа элементов литейной формы, который выполняется цветными карандашами, или
тушью, или с использованием графических устройств вывода ЭВМ
(графопостроителей).
Масштабы чертежей должны соответствовать ГОСТ
2.301-78. Начертание линий на чертежах, нанесение размеров, указания
шероховатости поверхности - по ГОСТ 2.303-78, ГОСТ 2.307-78, ГОСТ 2.309-78.
Сборочные чертежи следует выполнять с
упрощениями, соответствующими требованиям стандартов ЕСКД: ГОСТ 2.109-73, ГОСТ
2.315-68, ГОСТ 2.402-68.
Надписи, технические требования и таблицы на
чертежах выполняют в соответствии с требованиями ГОСТ 2.316-68 шрифтом по ГОСТ
2.304-81. При этом содержание текста должно быть точным и кратким. В текстовых
надписях на чертежах не должно быть сокращений слов, за исключением
общепринятых и установленных в приложении к ГОСТ 2.316-68. Таблицы и текст на
поле чертежа располагают параллельно основной надписи. Между текстовой частью и
основной надписью не допускается помещать изображения, таблицы и т.п.
Технические требования излагают, группируя
вместе однородные и близкие по характеру требования. Каждый пункт технических
требований записывают с новой строки. Пункты технических требований должны
иметь сквозную нумерацию. Заголовок «Технические требования» не пишут.
Если необходимо указать техническую
характеристику изделия, ее размещают отдельно от технических требований с
самостоятельной нумерацией пунктов под заголовком «Техническая характеристика».
При этом над техническими требованиями помещают заголовок «Технические
требования». Оба заголовка не подчеркивают.
На каждом листе комплекта графических документов
наносят основную надпись, которую располагают в правом нижнем углу вдоль
длинной стороны листа. Пример оформления основной надписи для чертежей приведен
в прил. 6.
7.2.3 Чертеж элементов
литейной формы
Назначение чертежа элементов литейной формы
приведено в п. 8.2.1. Правила графического выполнения элементов литейных форм и
отливок регламентированы ГОСТ 3.1125-88 [3].
В производственных условиях графическое
изображение элементов литейных форм выполняют на карте эскизов. Допускается графическое
изображение элементов литейных форм выполнять на учтенной копии чертежа детали.
При этом, поскольку основная надпись уже заполнена при изготовлении чертежа
детали, над ней или на свободном поле чертежа проставляют дополнительный штамп,
в котором указывают фамилии и подписи разработчика и нормоконтролера, также
соответствующие даты и другие сведения [3].
В курсовом проекте допускается не выполнять
дополнительный штамп, так как подписи и разработчика чертежа детали, и
разработчика технологии, и нормоконтролера ставятся одними и теми же лицами.
Правила графического выполнения
элементов литейных форм:
1) Обозначение разъемов модели, формы и
положения отливки при заливке.
Разъем модели и формы показывают отрезком или
ломаной штрихпунктирной линией, заканчивающейся знаком (рис. 8.1), над которой
указывается буквенное обозначение разъема - МФ. Направление разъема
показывают сплошной основной линией, ограниченной стрелками и перпендикулярной
к линии разъема. При применении неразъемных моделей указывают только разъем
формы Ф (рис. 8.2).
Положение отливки в форме при заливке обозначают
буквами В (верх) и Н (низ). Буквы проставляют у стрелок,
показывающих направление разъема формы (рис. 8.1-8.3). Если отливка формуется в
горизонтальном положении, а заливается в вертикальном, то буквенное обозначение
верха и низа отливки у стрелок не ставится, а параллельно заливке проводится
сплошная основная линия, ограниченная стрелками. У стрелок ставится буквенное
обозначение верха и низа (см. рис. 8.3).
) Изображение припусков.
Припуски на механическую обработку изображают
сплошной тонкой линией красного цвета. Величину припуска указывают цифрой перед
знаком шероховатости поверхности детали или величиной уклона и линейными
размерами (рис. 8.4). Допускается при несложных отливках припуски на
механическую обработку не изображать, а указывать только величину припуска
цифрой (рис. 8.5). Технологический припуск указывают цифрой со знаком «плюс»
(+) или «минус» (-) и буквой Т (технологический припуск), которые
проставляют на продолжении размерной линии или на полке линии-выноски, если их
нельзя разместить на продолжении размерной линии (см. рис. 8.5).
Отверстия, впадины и т.п., не выполняемые при
отливке детали, зачеркивают сплошной тонкой линией красного цвета (см. рис.
8.4-8.5).

Рис. 8.1. Обозначение разъемов модели и формы
для разъемной модели:
а - для
прямой плоскости разъема; б - для ломаной
плоскости разъема
) Изображение и обозначение стержней
Стержни, их знаки и фиксаторы,
стержни-перемычки, разделительные диафрагмы легкоотделяемых прибылей и знаки
модели изображают в масштабе чертежа сплошной тонкой линией синего цвета (рис.
8.6-8.8). Если близкое расположение изображений на чертеже детали не позволяет
показывать знаки стержней в масштабе, то разрешается делать разрыв знака или
изображать его не в масштабе (см. рис. 8.7).

Рис. 8.2. Обозначение разъемов модели и формы
для неразъемной модели

Рис. 8.3. Обозначение разъемов модели и формы
при нескольких разъемах
Контуры стержней и знаков следует наносить на
минимальном числе изображений, обеспечивая при этом необходимое для
изготовления модельного комплекта представление о контурах, расположении
стержней и размерах знаков.
Стержни в разрезе следует штриховать только у
контурных линий (см. рис. 8.6-8.8), длина линий - 3-30 мм. Правила нанесения
штриховки - по ГОСТ 2.306-78. Невидимые контуры стержневых знаков и стержней
допускается наносить в случае, когда затрудняется представление об их форме и
расположении. На изображениях, на которых формовочные уклоны отчетливо не
выявлены, проводят только одну линию, соответствующую наибольшему размеру (см.
рис. 8.8). Размеры знаков стержней и зазоры между знаками стержней и модели
выбирают по ГОСТ 3606-80.
Рис. 8.4. Изображение припусков на механическую
обработку
Рис. 8.5. Изображение технологических припусков

Рис. 8.6. Изображение стержней и их размеров

Рис. 8.8. Изображение знаков стержней
Стержни обозначают буквами ст. и
порядковыми номерами, например: ст.3 (рис. 8.6). Номер стержня
проставляют на минимально необходимом, но достаточном для однозначного
понимания количестве изображений. Соотношение размеров стрелок, показывающих
направление набивки стержня и разъем стержневого ящика, должно соответствовать
приведенному на рис. 8.9.
Рис. 8.9. Соотношение размеров стрелок,
показывающих:
а -
направление набивки стержня; б - разъем стержневого ящика
) Изображение и обозначение отъемных частей
модели.
Линию соприкасания отъемной части с моделью
показывают сплошной основной линией; отъемную часть модели обозначают буквами ОЧМ
и порядковым номером (рис. 8.10). Если отъемная часть одна, то порядковый
номер не ставят.

Рис. 8.10. Изображение отъемных частей модели
) Изображение и обозначение литниковой системы.
Литниковую систему выполняют в масштабе
изображения детали сплошной тонкой линией красного цвета (рис. 8.11-8.12).
Сечения элементов литниковой системы не штрихуют. У каждого сечения элементов
литниковой системы необходимо указывать площадь сечения в квадратных
сантиметрах, количество элементов и суммарную их площадь.
При выполнении литниковой системы в керамических
сифонных трубках их изображение не приводят. В технических требованиях помещают
надпись: «На участке … литниковую систему выполнять в керамических трубках по
ГОСТ 11586-69».

Рис. 8.11. Изображение литниковой системы
Прибыль обозначают порядковым номером на полке
линии-выноски, перед которым ставят слово «Прибыль». Если на отливке
устанавливают несколько одинаковых прибылей, то им присваивают одинаковые
номера и на полке линии-выноски после номера прибыли указывают общее количество
устанавливаемых на отливке прибылей этого номера (рис. 8.13). Контуры оснований
прибылей и выпоров в плане должны быть привязаны системой размеров или
построения к соответствующим осям отливки, контурам ее поверхности. Прибыль
изображают сплошной тонкой линией красного цвета.
Рис. 8.12. Порядок обозначения размеров
элементов литниковой системы

Рис. 8.13. Обозначение прибылей на чертеже
отливки
) Изображение и обозначение холодильников.
Холодильники изображаются в масштабе детали
сплошной тонкой линией зеленого цвета. В сечениях холодильники штрихуют (рис.
8.14). Обозначение холодильников состоит из слова «Хол.», порядкового номера,
количества холодильников, которые проставляют на полке линии-выноски.
Рис. 8.14. Изображение холодильников:
а - наружных;
б - внутренних
) Изображение усадочных ребер, стяжек, проб для
механических и других испытаний и технологических приливов.
Усадочные ребра, стяжки (рис. 8.15), пробы (рис.
8.16) и технологические приливы изображают в масштабе детали сплошной тонкой
линией красного цвета.
Назначение отливаемой пробы указывают на полке
линии-выноски соответствующей надписью.
) Изображение жеребеек и обозначение мест вывода
газов из формы и стержней.
Жеребейки изображают в соответствии с
требованиями (таблица). Места вывода газов из формы и стержней показывают
стрелками и обозначают буквами ВГ (выход газа), располагаемыми вдоль
стрелки (см. рис. 8.6). Размер стрелки - по ГОСТ 2.305-78.

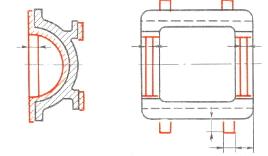
Рис. 8.15. Изображение на чертеже:
а -
усадочных ребер; б - стяжек

Рис. 8.16. Изображение на чертеже проб:
а - для
механических испытаний;
б - для
металлографических исследований
Графическое обозначение элементов литейных форм
в сечениях
|
Наименование
элемента
|
Обозначение
|
Наименование
элемента
|
Обозначение
|
|
Гарь
|
|
Жеребейки
|

|
|
Солома
|
|
Крючки
|

|
|
Фитиль
|

|
Вывод
газов из стержня
|

|
|
Металлическая
стружка
|

|
|
|
|
Газоотводные
наколы
|

|
Облицовочный
слой в форме
|

|
|
Шпильки
|

|
|
|
7.2.4 Чертеж собранной
формы в состоянии готовности к заливке
После формовки (ручной или машинной) и
извлечения моделей отливки и литниковой системы производят отделку полуформ,
установку в нижнюю полуформу стержней, жеребеек, холодильников и других
элементов, а затем производят сборку и крепление формы, установку литниковой
чаши или воронки.
Чертеж собранной формы в состоянии готовности к
заливке изображается, как правило, в трех проекциях. В отличие от цветного изображения
на чертежах элементов литейной формы, здесь изображение всех элементов дается в
одном цвете - черном.
На виде спереди изображают собранную форму в
разрезе. Плоскость разреза выбирается таким образом, чтобы показать основные
элементы литниковой системы (стояк, литниковую чашу или воронку, шлаковик,
питатели, выпоры, прибыли), стержни, соединение опок штырями и т.д. Здесь же
показывают холодильники и их крепление, жеребейки, штыри, шпильки,
вентиляционные наколы и каналы для выхода газов и другие элементы формы,
необходимые по технологии изготовления данной отливки. Все стержни имеют ту же
нумерацию, что и на чертеже элементов литейной формы, причем нумерация стержней
обозначает порядок их установки в форму, т. е. стержень 1 (ст.1)
устанавливается в форму первым, стержень 2 (ст.2) - вторым и т. д.
Штриховка формовочной и облицовочной смесей в разрезе производится в
соответствии с образцами, приведенными в таблице.
На виде сверху изображают вид на нижнюю
полуформу со вставленными стержнями и другими элементами литейной формы.
Стержни на виде сверху показываются не в разрезе и штрихуются также по контуру,
но в две стороны под углом 45о. На виде сверху показывается отпечаток от модели
отливки и литниковой системы. Здесь показываются размеры опок в свету и расстояния
от стенок опок до модели, по которым определялся выбор размера опок. Штриховка
формовочной смеси на виде сверху производится точками в тех местах, где нет
отпечатка модели.
На виде слева показывают собранную форму в
скрепленном виде (скобами или болтами). Здесь же можно показать совмещенный
разрез половины сечения формы.
7.2.5 Чертеж модельной
плиты с моделью
По согласованию с руководителем курсового
проекта студент может выполнить один из нескольких чертежей модельно-литейной
оснастки, в том числе: чертеж модельной плиты с моделью и литниковой системой,
чертеж стержневого ящика, чертеж отливки, эскиз сложного стержня и др.
Для закрепления модельного комплекта при
формовке, для установки и крепления его к столу формовочной машины используют
специальные плиты, называемые модельными (подмодельными). Они могут быть как
деревянными, так и металлическими. Дополнительно к ним могут использоваться
сменные деревянные или металлические вкладыши. Плиты делают односторонними и
двусторонними. Для быстрой смены моделей при единичном и мелкосерийном
производстве используют координатные плиты.
Каждая из модельных плит предназначается для
определенного типоразмера опоки. При выборе модельных плит должны учитываться
тип формовочной машины и механизм уплотнения смеси. В зависимости от назначения
плит прорабатываются их конструктивные элементы. Для опочной формовки применяют
односторонние модельные плиты (составные или цельнолитые). Литые плиты для
формовки в съемных опоках изготовляют из легких алюминиевых или магниевых
сплавов.
При серийном производстве деревянные или
металлические модели монтируют на металлических односторонних плитах (рис.
8.17). При монтаже модель на плите фиксируют контрольными шпильками. Модель к
плите крепят болтами, винтами или даже гвоздями, головки которых утапливают
заподлицо с моделью.
Координатные плиты могут быть литыми или
сварными (рис. 8.18). Они отличаются от обычных модельных плит тем, что по всей
плоскости плиты имеются базовые круглые отверстия одинакового размера,
размещенные в шахматном порядке с одинаковым интервалом между осями. Эти
отверстия предназначены для фиксации и крепления моделей к плите. Расстояние
между осями может составлять 50, 100, 200 мм и более в зависимости от размеров
модельных плит. Диаметр отверстий при расстоянии между осями до 100 мм
принимают равным 12 мм; при расстоянии более 100 мм - 25 мм. Все вертикальные
осевые линии на плите обозначают цифрами 1, 2, 3 и т.д., горизонтальные -
буквами А, Б, В и т.д. Таким образом, каждое отверстие имеет свой шифр, например,
Б6, Д4, Ж7. Деревянные модели и элементы литниковой системы для координатных
плит изготовляют обычным способом. Для машинной формовки верхних и нижних
полуформ используют одну и ту же координатную плиту, меняя лишь модели. К
моделям делают также части литниковой системы с указанием на них шифров для
размещения их на плитах.
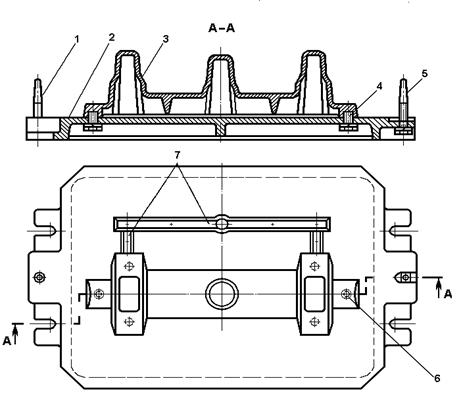
Рис. 8.17. Схема расположения модели на
модельной плите:
1 - штырь
центрирующий; 2 - односторонняя модельная плита;
3 - верхняя
половина модели; 4 - крепежный болт; 5 - штырь
направляющий; 6 - контрольный штифт;
7 - модели
литниковой системы

Рис. 8.18. Конструкция координатной модельной
плиты
7.3
Пример разработки технологического процесса изготовления отливки «Колесо»
7.3.1
Выдача задания на разработку технологического процесса
Задание на разработку
технологического процесса изготовления отливки может быть выдано студентам
очного обучения двумя способами:
) на технологической практике после
окончания третьего курса студенты с помощью заводского руководителя практики
должны выбрать отливку в литейном цехе, где они проходят практику, и
познакомиться (если есть такая возможность) с технологией ее изготовления в
условиях литейного цеха. В этом случае им может быть выдан чертеж этой отливки
или ее эскиз;
) если не выполняется первый
вариант, то чертеж отливки может быть выдан научным руководителем кафедры.
Задание на проектирование
оформляется на бланке, приведенном в прил. 2. Рассмотрим проектирования
технологического процесса изготовления типичной отливки «Колесо».
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Студент _Горбунова
Светлана Юрьевна гр. ОЛ-443 __________________
Тема проекта (работы)_Технология
изготовления отливки «Колесо»
Утверждена решением заседания кафедры (протокол
№ 1 от 10.09.01 г.)
Срок сдачи проекта (работы)_05.12.01 _______________________________
По заданным техническим требованиям
к отливке, ее геометрическим характеристикам и объему производства определить
оптимальные параме-тры технологического процесса ее изготовления:
а) выбрать и обосновать марку и химический
состав стали;
б) обосновать оптимальную технологию плавки:
шихтовку, рафинирование, раскисление и модифицирование стали;
в) определить припуски на механическую
обработку;
г) определить количество стержней и их
параметры;
д) с помощью назначения технологических
напусков, установки холодиль-ников и других приемов обеспечить направленное
затвердевание отливки;
е) определить места установки прибылей,
выбрать их оптимальную конфигурацию и условия работы, выполнить расчет
прибылей;
ж)определить места подвода сплава,
конструкцию литниковой системы и способ заливки формы. Рассчитать литниковую
систему. Определить выход годного;
з) определить вид термообработки и обосновать ее
режим.
План-график
выполнения курсового проекта
|
Этапы
работы
|
Сроки
выполнения
|
Вид
отчетности
|
Отметка
о выполнении
|
|
1.
Выбор материала отливки, способа плавки
|
20.09
|
|
|
|
2.
Определение класса точности, припусков на механическую обработку
|
01.10
|
|
|
|
3.
Определение конфигурации, количества и параметров стержней
|
10.10
|
|
|
|
4.
Определение мест установки и расчет прибылей
|
15.10
|
|
|
|
5.
Определение конструкции и расчет литни-ковой системы
|
20.10
|
|
|
|
6.
Оформление графической части проекта
|
10.11
|
|
|
|
7.
Оформление пояснительной записки
|
25.11
|
|
|
|
8.
Защита курсового проекта
|
05.12
|
|
|
Научный руководитель В.В. Ушенин
Зав. кафедрой Б.С. Чуркин
Задание принял к исполнению С.Ю.
Горбунова
7.3.2 Технические требования и характеристика отливки
Материал
отливки имеет следующие механические свойства:
предел текучести  =500 МПа;
=500 МПа;
временное сопротивление разрыву  =650 МПа;
=650 МПа;
относительное удлинение  =12 %.
=12 %.
Отливка
испытывает динамические знакопеременные нагрузки, к материалу предъявляются
повышенные требования по контактной прочности. По конфигурации и по назначению
отливка представляет собой приводное зубчатое колесо редуктора с тонким ободом
и толстыми спицами. Наружный диаметр отливки - 1000 мм, толщина стенки обода -
15 мм, диаметр спицы - 170 мм, диаметр отверстия в ступице под вал - 80 мм, число
спиц - 6, сечение спицы - эллипс с осями 35х50 мм, высота обода и ступицы - 140
мм. Масса детали - 125 кг. Схема расположения массы металла в отливке ( в
разрезе по спицам) показана на эскизе (рис. 9.19). Класс точности отливки -
5-й. Объем производства - 500 отливок в год.
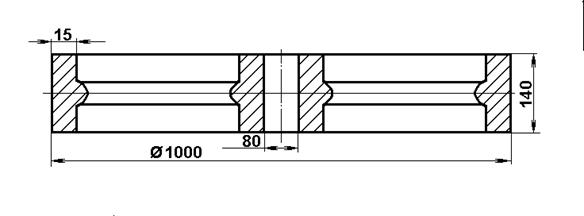
7.3.3 Выбор и
обоснование марки стали и ее химического состава
Выбор
осуществляется по заданному комплексу механических свойств, специфическим
требованиям к литейным свойствам, физическим характеристикам и характеру
нагружения и износа материала детали с учетом ее конфигурации и назначения. При
этом отдается предпочтение экономнолегированным сталям с минимальным
применением легирующих элементов (в том случае, если материал детали задан в ее
чертеже, в пояснительной записке подробно описываются его свойства).
Так как предел текучести стали по условиям
задания превышает 350 МПа, для изготовления отливки нужно применить
низколегированную сталь. Из легирующих элементов целесообразно выбрать хром,
так как он уменьшает критическую скорость закалки, что позволяет охлаждать
отливку при закалке с меньшей скоростью.
Зубчатое колесо является отливкой сложной
конфигурации, склонной к формированию внутренних напряжений, поэтому указанная
особенность хромистой стали имеет очень важное значение. Зубья колеса,
получаемые путем механической обработки обода колеса, работают в условиях
контактного износа. Перлитная хромистая сталь с содержанием хрома 0,8-1,1%,
углерода 0,35-0,45%, марганца 0,5-0,8%, кремния 0,17-0,37% позволяет получить
после термической обработки равномерные по сечению отливки механические
свойства, хорошо работает в условиях износа при динамических нагрузках.
Сталь указанного химического состава
обеспечивает получение указанного в задании уровня механических свойств после
закалки и отпуска. Содержание серы и фосфора ограничивается 0,04%. Эта сталь
обладает достаточно высокой жидкотекучестью благодаря высокому содержанию
углерода. Повышать содержание углерода выше 0,5% нецелесообразно из-за резкого
снижения пластичности стали. Рекомендуемая сталь имеет низкую склонность к
образованию усадочной пористости и горячих трещин, что имеет большое значение
для отливок данного типа.
Поэтому для предложенной детали выбираем сталь
марки 40ХЛ (ГОСТ 977-88), химический состав которой приведен выше.
7.3.4
Выбор типа и емкости плавильного агрегата, материала футеровки
Для выплавки обычных углеродистых и
низколегированных сталей в литейных цехах применяются мартеновские,
электродуговые и индукционные печи. Мартеновские печи в сталелитейном
производстве применяются при получении крупных стальных отливок. Основную массу
стали в литейном производстве выплавляют в электродуговых печах, имеющих
следующие преимущества по сравнению с мартеновскими:
·
применение
электроэнергии позволяет сконцентрировать в сравнительно небольшом объеме
значительную мощность и нагревать металл с большой скоростью до высоких
температур;
·
изменение
температуры металла при электроплавке легко поддается контролю и регулированию,
что особенно важно при получении отливок;
·
электродуговые
печи лучше приспособлены для получения металла, содержащего окисляемые
легирующие элементы, обеспечивая их наименьший угар;
·
электродуговые
печи лучше других сталеплавильных агрегатов приспособлены для переработки
металлического лома;
·
электродуговые
печи имеют меньшие габариты по сравнению с мартеновскими и более удобны при
размещении в литейных цехах и организации технологического процесса получения
отливок.
Несмотря на перечисленные преимущества дуговых
электрических печей переменного тока, их применение во многих странах мира
становится нерентабельным. Это вызвано их основными недостатками: большими
затратами на угар металла, ферросплавов, графитированных электродов; высоким
уровнем пылегазовыбросов, которые требуют значительных затрат на экологию;
тяжелыми условиями труда (например, интенсивный шум); большими затратами на
средства борьбы с фликером, вызывающим помехи в питающей энергосистеме и др.
Расширение и сохранение технологических возможностей дуговых сталеплавильных
печей и устранение их недостатков делает возможным перевод таких печей на
питание постоянным током, разработанный научно-технической фирмой «ЭКТА».
Разработанные этой фирмой дуговые печи постоянного тока нового поколения
(ДППТНП) позволяют, в сравнении с обычными дуговыми сталеплавильными печами
переменного тока:
·
снизить
расход графитированных электродов до 1,5 кг/т расплава;
·
за
счет снижения угара шихты увеличить на 40% выход металла при переплаве каждой
тонны шихты;
·
на
30-85% уменьшить потери ферросплавов;
·
в
10-15 раз сократить количество пылегазовыбросов из печи, что позволяет
отказаться от затрат на строительство системы пылегазоочистки;
·
значительно
снизить уровень шума;
·
уменьшить
на 80% фликер, вызывающий помехи в питающей энергосистеме;
·
снизить
удельный расход электроэнергии;
·
интенсифицировать
технологические процессы плавки.
Перечисленные преимущества, а также небольшая
масса зубчатого колеса (125 кг) позволяют рекомендовать для выплавки стали 40
ХЛ электродуговую печь постоянного тока.
При выборе емкости электродуговой печи нужно
учесть, что основную массу стали в литейных цехах выплавляют в печах емкостью
3-12 т (для кислых электродуговых печей рекомендуется емкость 0,5-6 т), для
крупных отливок используют электродуговые печи емкостью 25 т. Применение
дуговых печей постоянного тока таких емкостей пока ограниченно. В литейных
цехах серийного и крупносерийного конвейерного производства обычно
устанавливают большое число печей с относительно небольшой массой садки. При этом
один конвейер обслуживается 3-4 печами. Поэтому для выплавки стали 40ХЛ
выбираем электродуговую печь постоянного тока ДППТ-5 с массой садки 5 т.
Электродуговые печи для выплавки стали могут
иметь как кислую, так и основную футеровки. Выбор футеровки печи зависит от
марки выплавляемой стали и от используемых шихтовых материалов.
Среднеуглеродистые и низколегированные стали чаще всего выплавляют в печах с
кислой футеровкой. При этом шихта должна быть чистой по сере, фосфору и
легирующим элементам, так как кислый процесс выплавки стали наряду с
преимуществами (сокращением длительности плавки, уменьшением расхода
электроэнергии, электродов и огнеупоров) имеет и недостатки: кислые шлаки в
процессе выплавки не обеспечивают рафинирование стали от серы и фосфора. Учитывая
эти рекомендации, выбираем для выплавки стали 40ХЛ электродуговую печь
постоянного тока с кислой футеровкой.
7.3.5 Обоснование
оптимальной технологии плавки, шихтовки, рафинирования, раскисления и
модифицирования стали
Технологический процесс плавки стали в общем
случае представляет последовательность следующих операций. В подготовленную
сталеплавильную печь загружают шихту, затем ее нагревают, расплавляют. При этом
образуются жидкий металл и шлак. При плавке стали в печах постоянного тока
из-за низкого угара металла практически не образуется первичный шлак, а при
подаче шлакообразующих материалов в течение 2-3 мин формируется шлак высокого
качества, который в условиях интенсивного перемешивания активно взаимодействует
с металлом. Далее следует обработка жидкого металла под шлаком, удаление этого
шлака. Затем берут пробу металла и доводят сталь до требуемого состава. Во
время доводки возможно наведение нового шлака, например с целью удаления
вредных примесей. Во всех случаях на заключительном этапе производят
раскисление стали. Для получения высококачественных сталей целесообразно
модифицировать сталь.
Процесс плавки в кислой печи предполагает
протекание кремнийвосстановительных реакций и более низкую окислительную
способность шлака. В результате получается более низкая концентрация кислорода
в металле. Различают две разновидности кислого процесса:
кремнийвосстановительный (пассивный) и с ограниченным восстановлением кремнием
(активный).
При активном процессе плавки в печь подают
железную руду, элементы окисляются и происходит восстановление кремния
углеродом металла по реакции (SiO2)+[2C]=[Si]+{2CO}.
При этом содержание углерода, кремния и марганца по ходу плавки уменьшается.
При кремнийвосстановительном процессе содержание
кремния и марганца, наоборот, увеличивается. По окончании расплавления углерода
должно быть примерно на 0,8% больше требуемого содержания в стали. Присадку
руды дают малыми порциями; известняк добавляют только в начальный период.
Рассмотрим конкретно плавку стали 40ХЛ. Состав
металлической шихты для стали 40ХЛ: 58% стального лома, 40% возврата (литники и
прибыли отливок) и 2% передельного чугуна. Поскольку кислые шлаки не позволяют
проводить рафинирование стали от серы и фосфора, к стальному лому должны
предъявляться повышенные требования по содержанию этих элементов, т.е. серы и
фосфора в шихте должно быть столько, чтобы по расплавлении и введении FeCr
в период доводки их содержание не превышало 0,04%.
Подготовка печи к плавке производится следующим
образом. После выпуска предыдущей плавки стали очищаются подина и откосы печи
от остатков жидкой стали и шлака, производится осмотр футеровки с целью
определения ее состояния. Если имеются выбоины и неровности, местные
углубления, производят их заправку смесью песка с жидким стеклом. Заправку
производят как можно быстрее, старясь сохранить температуру футеровки после
выпуска стали с целью лучшей привариваемости материала заправки.
Шихтовые материалы перед загрузкой взвешивают,
мелкую шихту и стружку загружают вниз на подину. Укладка шихты должна быть
плотной. Процесс плавки делится на три периода в зависимости от расхода
энергии, каждый из которых решает свои задачи. Плавка во все периоды проводится
на постоянной мощности дуги.
Первый
период - подготовительный. Этот период плавки протекает при высоком напряжении
и небольшом токе дуги. Режим дуги позволяет вести расплавление шихты без
привязки анодного пятна на расплав. Второй период - энергетический, при
этом ток дуги удваивают, а напряжение в два раза снижают. Перегрев расплава под
дугой во втором и третьем периодах предотвращается тем, что размещение подовых
электродов формирует тороидальное вращение металла в вертикальной плоскости,
при котором поток металла с большой скоростью подтекает под дугу и уходит
вглубь расплава. В этих условиях температурное поле расплава выравнивается за
счет интенсивной конвективной теплопередачи через расплав, а высокая скорость
движения металла под дугой не допускает его локального перегрева. Третий период
- технологический. Плавка в этот период проводится при короткой дуге и низком
напряжении. При этом температура расплава плавно увеличивается до заданного
уровня и в дальнейшем стабилизируется в требуемых пределах путем
кратковременного включения-отключения дуги. В этот период осуществляются все
необходимые технологические воздействия на металл.
При полном расплавлении шихты берут пробу
металла для экспресс-анализа на C, Mn, S, P. Оптимальное содержание
углерода перед началом окислительного периода должно быть 1,15- 1,25%. Для
окисления углерода в хорошо нагретый металл присаживают малыми порциями
железную руду, после каждой порции дают выдержку 5-10 мин. Продолжительность
окислительного периода должна быть не более 40 мин, включая и кипение.
При достижении среднего содержания углерода по
заданному анализу шлак должен быть нормальной жидкоподвижности, плотным,
тянуться в нить и в изломе иметь зеленый цвет. При нормальном шлаке и
достижении требуемого содержания углерода для раскисления металла в ванну
присаживают ферросилиций ФС45. При этом ванну тщательно перемешивают. Через
10-15 мин ванну перемешивают вторично и берут пробу на раскисленность металла и
температуру. Залитая в стаканчик проба металла, хорошо раскисленная кремнием,
не должна искрить; при затвердевании металл должен давать усадку.
Раскисление металла совмещается с доводкой
химического состава стали. Поскольку сталь 40ХЛ содержит 0,8-1,1% Cr,
то расчетное количество хрома в виде феррохрома вводится во время доводки после
первого этапа раскисления. Второй этап раскисления проводится во время выпуска
стали из печи путем подачи на желоб дробленого ферросилиция ФС75. Окончательное
раскисление стали проводится алюминием, который подается на дно ковша в
количестве 1,0-1,2 кг на 1 т жидкой стали.
7.3.6 Обеспечение
направленности затвердевания отливки
Анализ чертежа детали показывает, что
направленное затвердевание не обеспечивается. Методом вписанных окружностей
можно установить, что имеются «теплые» узлы в местах сочленения ступицы и обода
со спицами, в которых сталь будет затвердевать позднее, чем в соседних
участках. Устанавливать в эти узлы внутренние холодильники нецелесообразно, так
как к отливке предъявляются высокие требования, а в зоне около холодильников
трудно обеспечить качественную структуру. Применением наружных холодильников
усадочные дефекты из этих зон вывести в прибыль затруднительно. Кроме того,
наружные холодильники технологически трудно устанавливать в форме, их
применение резко увеличивает трудоемкость изготовления формы.
Поэтому направленное затвердевание отливки можно
обеспечить с помощью назначения технологических напусков на наружной
поверхности обода и на внутренней поверхности ступицы. Схема построения
напусков на ободе и в отверстии ступицы показаны на рис. 8.20.
Прежде чем строить напуск, необходимо определить
и нанести припуски на механическую обработку. В соответствии с ГОСТ 26645-85 и
заданным классом точности выбираем для данной отливки с номинальным размером
1000 мм допуск, который равен 1 мм. По данному допуску для пятого класса
точности назначаем припуски на нижние и вертикальные поверхности 4 мм, а на
верхние поверхности 5 мм. При построении напуска в «теплый» узел вписывается
окружность. Затем окружность такого же радиуса изображается в верхней части
данного сечения отливки. Для построения напуска строят огибающую к этим двум окружностям
так, чтобы окружность, вписанную в «теплый» узел, можно было в пределах напуска
выкатить вверх. Для упрощения конфигурации напуска полученную огибающую, как
правило, спрямляют.
7.3.7 Расчет прибылей
Для определения количества прибылей и мест их
установки необходимо выделить в конструкции отливки все участки, изолированные
друг от друга в конце их затвердевания. Для решения этого вопроса обычно
сравнивают приведенные размеры разных элементов отливки. Приведенным размером
называют отношение площади сечения элемента к периметру его контакта с формой.
Для спицы приведенный размер равен 1 см:
 см.
см.
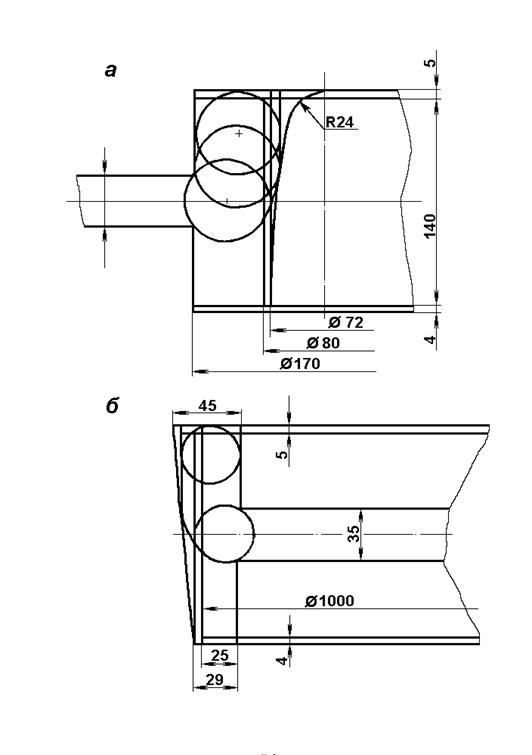
Для ступицы (без напусков) Rст=(8,52-42)/(2·12,5)=2,25
см. Для обода Rоб=(502-47,52)/(2·97,5)=1,25
см
Так как приведенный размер спицы меньше
приведенных размеров ступицы и обода, то она затвердеет первой. При этом
ступица и обод будут затвердевать в изолированном друг от друга состоянии.
Поэтому необходимо установить одну прибыль сверху на ступице и шесть прибылей
на ободе, над местами его сочленения со спицами. Схема установки прибылей
приведена на рис. 8.21.
Форму прибылей выбирают с точки зрения
обеспечения минимальных тепловых потерь металла прибыли, использования действия
внешнего атмосферного давления на расплав в прибыли и удобства изготовления
формы. С точки зрения обеспечения минимальных тепловых потерь нужно при
заданном объеме, необходимом для компенсации объемной усадки, придать прибыли
минимальную поверхность. Известно, что этому требованию удовлетворяет
сферическая прибыль. Однако при изготовлении формы ее трудно выполнить. Поэтому
выбираем для прибыли, устанавливаемой на ступице, цилиндрическую форму с
полусферическим верхом (см. рис. 8.21). Для прибылей, устанавливаемых над
ободом, примем форму, приведенную на рис. 8.21.
Перед расчетом размеров прибылей определим объем
питаемых узлов для каждой прибыли. Примем, что прибыль №1 обеспечивает питание
ступицы и половины объема всех спиц. Каждая из прибылей №2 обеспечивает питание
одной шестой обода и половины объема одной спицы.
Вычислим объем питаемого узла прибыли №1.
 .
.
Объем сплава в ступице Vст равен объему
цилиндра радиусом 8,5 см и высотой 14,9 см за вычетом объемов усеченного конуса
с верхним и нижним диаметрами соответственно 4,4 и 7,2 см (см. рис. 8.19);
наличием в верхней части ступицы полусферы пренебрегаем:
 см3.
см3.
Объем спицы  см3.
см3.
Объем питаемого узла V1=2979+3·535,8=4586,4
см3.
Объем обода Vоб=3,14·100·2,9·7,45+3,14·100·4,5·7,45=17311
см3.
Объем питаемого узла для прибыли №2 V2=17311/6+535,8/2=3153
см3. Объем отливки Vот=23505
см3, ее масса равна Мот=23505·7,5=176288=176,3 кг. Коэффициент
использования металла в отливке равен отношению массы детали к массе отливки в
процентах: КИМ=125·100/176,3=71%.

Рис. 8.21. Схема установки прибылей
и подвода сплава к отливке
Рассчитаем объемы прибылей по
формуле Й. Пржибыла:
 ,
,
где  - относительная объемная усадка
сплава (для данной стали
- относительная объемная усадка
сплава (для данной стали  = =0,045);
= =0,045);
 - коэффициент запаса металла в
прибыли, равный отношению объема прибыли к объему усадочной раковины в прибыли
(для условий задания при применении закрытых прибылей =7);
- коэффициент запаса металла в
прибыли, равный отношению объема прибыли к объему усадочной раковины в прибыли
(для условий задания при применении закрытых прибылей =7);
Vo - объем
питаемого узла, см3.
Объем прибыли №1 равен  см3.
см3.
Как видно из рис. 8.22, объем прибыли
равен объему цилиндра высотой Н плюс половина объема шара радиусом 8,5
см:
 см3.
см3.
Решив это уравнение, находим Н=3,6
см.
Объем прибыли №2 равен  см3.
см3.
Прибыль №2 приближенно можно считать
состоящей из призмы, сверху которой расположен полуцилиндр (схематическое
изображение прибыли приведено на рис. 8.22). В соответствии с рекомендациями
П.Ф. Ва-силевского примем В=1,4Т, где Т - толщина отливки, L=3,14·100/(6·2)=
=26 см. В=1,4·4,5=6,3 см. Напишем уравнение Н·26·6,3+3,14·6,32·26/8 = =1450. Из
этого уравнения находим Н=6,4 см.
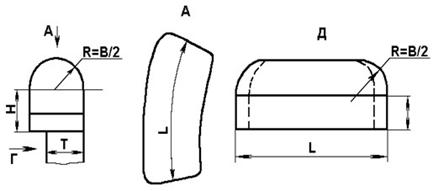
Рис.8.22. Схематическое изображение
прибыли №2
8.3.8
Конструирование и расчет литниковой системы
Для улучшения работы прибылей сплав
целесообразно подводить сверху под прибыль. Однако при падении сплава вниз на
большую высоту может произойти разрушение формы и окисление металла. Поэтому
высота падения сплава при литье углеродистых и низколегированных сталей
ограничивается 250-300 мм. В нашем случае высота отливки 149 мм, поэтому
принимаем подвод сплава в форму через шесть питателей под прибыли к ступице
сверху, т.е. по плоскости разъема формы. Подвод металла в обод, более
тонкостенный, чем ступица, способствует снижению возникающих литейных
напряжений. Схема подвода металла показана на рис. 8.21. Перед расчетом
литниковой системы определим размеры опок для данной отливки.
В соответствии с технологической
практикой определим минимальное расстояние от верхней точки модели до верхнего уровня
верхней опоки как равное 100 мм. Так как в верхней опоке расположены только
прибыли, максимальная высота которых равна 13 см, примем высоту верхней опоки
равной 250 мм.
Рассчитаем оптимальную
продолжительность заливки формы. По формуле Г.М. Дубицкого,
 ,
,
где S1 -
коэффициент продолжительности заливки (в соответствии с данными Г.М. Дубицкого,
для данной отливки примем S1=1,6);
G - масса
жидкого металла, заливаемого в форму, кг;
 - преобладающая толщина стенки
отливки, мм (примем =25 мм).
- преобладающая толщина стенки
отливки, мм (примем =25 мм).
Масса жидкого металла, заливаемого в
форму, равна сумме черновой массы отливки (176,3 кг), массы прибылей Gпр и
массы·металла, расходуемого на заполнение литниковых каналов Gл. Gпр=7,5·(2110+6·1450)=81
кг. Массу литниковых каналов примем равной 0,05·176,3=8,8 кг. С учетом этого G=266,1
кг. Находим значение оптимальной продолжительности заливки
 с.
с.
После нахождения оптимальной
продолжительности заливки формы необходимо проверить среднюю скорость подъема
уровня сплава в поло-сти литейной формы. Она должна быть больше некоторой
минимальной величины
 ,
,
где С - высота отливки по
положению при заливке с учетом прибылей, мм.
В нашем случае С=14,9+13=27,9 см; vср=279/31=9
мм/с. Сравнивая эту среднюю скорость с минимально допустимой, получаем, что она
должна быть в пределах от 20 до 10 мм/с. В этом случае, принимая минимально
допустимую скорость 10 мм/с, получаем оптимальную продолжительность заливки
27,9 с.
Заливку формы будем производить из
поворотного ковша. Поэтому для расчета площади узкого места литниковой системы
применим формулу
 ,
,
где G - масса
жидкого металла, заливаемого в форму на одну отливку, кг;
 - плотность сплава (для стали =7 г/см3);
- плотность сплава (для стали =7 г/см3);
 - коэффициент расхода литниковой
системы (по данным Г.М. Дубицкого для данной отливки =0,32);
- коэффициент расхода литниковой
системы (по данным Г.М. Дубицкого для данной отливки =0,32);
Нр - гидростатический напор в
системе.
Величину Нр найдем по формуле
Дитерта Нр=Но-Р2/2С, где Но - высота верхней опоки
плюс высота литниковой воронки; Р - расстояние от места подвода до
верхней части полости формы (в нашем случае Р=13 см).
С учетом приведенных значений
величин находим площадь узкого места системы:
 .
.
Н=35-169/55,8=32 см.
Значит,  см2.
см2.
В качестве узкого места примем
питатели. Так как питателей 6, то площадь одного питателя равна 13,8/6=2,3 см2.
Примем следующее соотношение площадей элементов системы: Fп:Fл.х:Fст=1:1,15:1,3,
где Fп - площадь
питателей, обслуживаемых одной ветвью литникового хода; Fл.х - площадь
литникового хода; Fст.- площадь
сечения стояка внизу. Как видно из рис. 8.22, одна ветвь шлакоуловителя
обслуживает три питателя. Значит Fп=2,3·3=6,9
см2. Исходя из приведенных соотношений, находим Fл.х=7,94 см2 и Fст=13,8·1,3=17,94
см2. Диаметр стояка равен Дст=5 см. Согласно рекомендациям Г.М.
Дубицкого примем диаметр стояка вверху равным 6 см.
По найденным значениям площадей
питателей и литникового хода найдем их конкретные размеры. Примем для этих
элементов трапецеидальную форму сечения. Для питателей примем h=a и b=0,8a. С учетом
этого находим 2,3=0,9а2 или  =1,6 см. У литникового хода b=0,8a и h=0,9a. Значит,
7,94=0,81 a2 и
=1,6 см. У литникового хода b=0,8a и h=0,9a. Значит,
7,94=0,81 a2 и  =3,15 см.
Размеры сечений литникового хода приведены на рис. 8.22.
=3,15 см.
Размеры сечений литникового хода приведены на рис. 8.22.
Отливки, предназначенные для изготовления
зубчатых колес, подвергают термической обработке с целью упрочнения. В
зависимости от требуемых механических свойств применяют следующие варианты
термической обработки:
· нормализацию + высокий отпуск;
· закалку + высокий отпуск.
Исходя из заданных механических свойств, отливку
из стали 40ХЛ следует подвергнуть термической обработке по второму варианту.
Температура нагрева под закалку определяется
следующим образом: Тн=Ас3+ (30-50) оС. Для стали 40ХЛ Ас3=825
оС, следовательно, Тн=850-860 оС.
Мартенсит закалки в хромистых сталях можно
получить, охлаждая отливку в масле, однако прокаливаемость хромистых сталей
невелика, и для ее увеличения отливку следует охлаждать в воде.
Поскольку отливка подвергается в процессе работы
динамическим нагрузкам, то после закалки ее нужно подвергнуть высокому отпуску
(Тотп=600 оС). Хромистые стали склонны к отпускной хрупкости, поэтому,
чтобы предупредить ее появление, охлаждение отливки от температуры отпуска
следует проводить в воде.
В данном примере рассмотрены только основные
вопросы проектирования технологии изготовления отливки. Не приведены вопросы
выбора составов формовочных и стержневых смесей, способа их изготовления. Не
приведены некоторые расчеты (расчет выхода годного, расчет необходимого груза
при заливке литейной формы и др.).
Заключение
В учебном пособии изложены требования к
организации и руководству курсовым проектированием при изучении студентами
дисциплин «Металлургическая теплотехника и печи» и «Технология литейного
производства». Оба курсовых проекта при обучении студентов по специализации
030501.09 - Технология и технологический менеджмент в литейном производстве
выполняются на 4-м курсе.
Наряду с основными положениями по руководству
курсовым проектированием изложены требования нормализационного контроля,
предписывающие студентам порядок действий при выполнении и сдаче курсового
проекта, направленный на выполнение требований стандартов при проектировании
как отдельных агрегатов (устройств), так и при проектировании технологического
процесса изготовления отливки и оформлении проектной документации.
В учебном пособии описана структура и требования
к представлению содержания и оформления текста пояснительной записки
графической части курсовых проектов.
Приведены примеры расчетов при выполнении
курсовых проектов по дисциплинам «Металлургическая теплотехника и печи» и
«Технология литейного производства», а также даны рекомендации по выполнению
пояснительной записки и графической части.
По каждому из проектов приведены списки
рекомендуемой литературы, приведен также общий библиографический список,
использованный при написании учебного пособия.
В приложении приведены образцы оформления
титульного листа, задания, оглавления, библиографического описания документов,
а также примеры оформления введения. Здесь же даны необходимые справочные
данные, связанные с точностью размеров отливок, с выбором дополнительных
припусков на обработку отливок резанием, шероховатостью поверхностей отливок,
полученных различными способами литья, и другие данные, необходимые при
проектировании технологии изготовления отливок.
Учебное пособие по курсовому проектированию
поможет студентам систематизировать работу над курсовым проектом и направить
основные усилия на творческую сторону процесса проектирования.
Список рекомендуемой литературы
Основная литература
1. Чернышев Е.А., Паньшин В.И.
«Литейные технологии. Основы проектирования в примерах и задачах. Учебное
пособие». Машиностроение» («Лань»), 2011 г.
2. Скворцов В.Я., Кукуй Д.М.,
Андрианов Н.В., «Теория и технология литейного
производства Часть 1. Формовочные материалы и смеси «Инфра-М» («Лань»), 2011 г.
Скворцов В.Я., Кукуй Д.М., Андрианов
Н.В., «Теория и технология литейного производства
Часть 2. Технология изготовления отливок в разовых формах» «Инфра-М» («Лань»),
2011 г
ГОСТ 2.105-79 [СТ СЭВ 2667-80]: Общие требования
к текстовым документам. Введ. с 01.07.80. - М.: Изд-во стандартов, 1984. - 20
с. (Единая система конструкторской документации).
ГОСТ 7.1-84. Библиографическое описание
документа: Общие требования и правила составления. Введ. с 01.01.86. - М.:
Изд-во стандар-тов, 1987. - 72 с.
ГОСТ 3.1125-88. Правила графического выполнения
элементов литейных форм и отливок. Введ. с 01.01.89. - М.: Изд-во стандартов,
1988. - 19 с.
Дубицкий Г.М.
Литниковые системы. - М.; Свердловск: Машгиз, 1962. - 256 с.
Крымов В.Г., Фишкин Ю.Е.
Изготовление литейных стержней. - М.: Высш. шк., 1991. - 256 с.
Кукуй Д.М., Скворцов В.А., Эктова
В.Н.
Теория и технология литейного производства.- Минск: Дизайн ПРО, 2000. - 416 с.
Могилев В.К., Лев О.И.
Справочник литейщика: Справ. для проф. обучения рабочих на пр-ве. - М.:
Машиностроение, 1988. - 272 с.
Парфенов Л.И.
Оператор-литейщик на автоматах и автоматических линиях. - М.: Высш. шк., 1991.
- 224 с.
Расчет литниковых систем при получении отливок
из высокопрочного чугуна методом внутриформенного модифицирования: Метод.
указания к курсовому и диплом. проектированию. - Екатеринбург: Изд-во Урал.
гос. проф.-пед. ун-та, 1997. - 12 с.
Технология литейного производства: Учеб./Б.С.
Чуркин, Э.Б. Гофман, С.Г. Майзель и др.; Под ред. Б.С. Чуркина. -
Екатеринбург: Изд-во Урал. гос. проф.-пед. ун-та, 2000. - 662 с.
Формовочные материалы и смеси/С.П. Дорошенко,
В.П. Авдокушин, К. Русин, И. Мацашек. - Киев: Выща шк., 1990; Прага: СНТЛ,
1990. - 4
ПРИЛОЖЕНИЕ
1
Образец оформления титульного листа
курсового проекта (работы)
Министерство образования Российской
Федерации
Российский государственный
профессионально-педагогический
университет
Инженерно-педагогический институт
Кафедра автоматизации и технологии литейных
процессов
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОТЛИВКИ
«КОЛЕСО»
Пояснительная записка к курсовому проекту
085 ПЗ
Исполнитель:
студ. гр. ОЛ-443 С. Ю.Горбунова
Научный руководитель:
доц., канд.техн.наук В.Б. Поль
Нормоконтролер:
проф., канд.техн.наук Э.Б. Гофман
Екатеринбург
ПРИЛОЖЕНИЕ 2
Образец оформления задания на
курсовой проект (работу)
с планом-графиком выполнения
Министерство образования Российской Федерации
Российский государственный профессионально-педагогический
университет
Инженерно-педагогический институт
Кафедра автоматизации и технологии литейных
процессов
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Студент _Горбунова
Светлана Юрьевна гр. ОЛ-443 _________________
Тема проекта
(работы)_Технология изготовления отливки
«Колесо»___
Утверждена решением заседания кафедры (протокол
№ 1 от 10.09.01)
Срок сдачи проекта (работы) 5.12.01
Перечень вопросов, подлежащих разработке:
)____________________________________________________________
)____________________________________________________________
)____________________________________________________________
)____________________________________________________________
)____________________________________________________________
План-график
выполнения курсового проекта
|
Этапы
работы
|
Сроки
выполнения
|
Вид
отчетности
|
Отметка
о выполнении
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Научный руководитель подпись, дата
Зав. кафедрой подпись, дата
Задание принял к исполнению подпись, дата
ПРИЛОЖЕНИЕ 3
Образец оформления оглавления
курсового проекта
Оглавление
|
Введение
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . .
|
3
|
|
1.
|
Характеристика
литой детали и условий ее службы . . . . . . . . . . . . 1.1. Материал
отливки и его свойства . . . . . . . . . . . . . . . . . . . . . . . . .
|
4
5
|
|
2.
|
Выбор
способа производства отливки . . . . . . . . . . . . . . . . . . . . . . . .
|
6
|
|
2.1.
Выбор формовочных и стержневых смесей и покрытий . . . . . . .
|
6
|
|
2.2.
|
Выбор
и обоснование плоскости разъема формы и подвода сплава к отливке . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
8
|
|
3.
|
Литейные
формы и стержни . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . 3.1. Определение размеров опок. Выбор конструкции и материала опок . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
.
|
9
10
|
|
3.2.
Определение количества стержней и их размеров . . . . . . . . . . . .
|
10
|
|
3.3.
Описание способа изготовления форм и стержней . . . . . . . . . . .
|
12
|
|
4.
|
Обеспечение
питания отливки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
14
|
|
4.1.
|
Определение
узлов питания отливки и зон действия прибылей
|
14
|
|
4.2.
|
Конструирование
и расчет прибылей . . . . . . . . . . . . . . . . . . . . . .
|
16
|
|
4.3.
|
Определение
выхода годного . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
18
|
|
5.
|
Конструирование
и расчет литниковой системы . . . . . . . . . . . . . . . .
|
19
|
|
5.1.
|
Обоснование
принятого типа литниковой системы и способа заливки сплава в форму . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
19
|
|
5.2.
|
Расчет
оптимальной продолжительности заливки и площадей сечений литниковых каналов .
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
20
|
|
6.
|
Модельно-литейная
оснастка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
22
|
|
7.
|
Подготовка
форм и стержней к заливке . . . . . . . . . . . . . . . . . . . . . . .
|
23
|
|
8.
|
Сборка
и заливка формы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . .
|
24
|
|
9.
|
Выбивка,
обрубка и очистка отливок . . . . . . . . . . . . . . . . . . . . . . . . .
|
25
|
|
10.
|
Термическая
обработка отливок . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
|
26
|
|
11.
|
Контроль
качества отливок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . .
|
27
|
|
12.
|
Возможные
дефекты отливок и меры по их устранению . . . . . . . . .
|
28
|
|
Заключение
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . Библиографический список . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
|
30
31
|
|
Приложения
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . .
|
32
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 4
Библиографическое описание
документов
Библиографическое описание произведений печати
состоит из обязательных и факультативных элементов. Обязательные элементы
обеспечивают идентификацию издания и дают наиболее полное представление о нем.
Факультативные элементы содержат дополнительную информацию об издании.
Элементы библиографического описания приводятся
в определенной последовательности с разделительными знаками, установленными
ГОСТ 7.1-84 [4]. В списках литературы в курсовых и дипломных проектах (работах)
рекомендуется использовать следующие элементы описания:
·
автор
(книги, статьи);
·
название
(книги, статьи);
·
источник
публикации (для статьи - журнал, сборник и т.д.);
·
место
издания;
·
издательство;
·
год
издания;
·
количество
страниц (или страница ссылки).
Издания в списке литературы приводятся в
алфавитном, хронологическом порядке или порядке цитирования или упоминания
(сначала на русском, затем на иностранных языках). В курсовых, дипломных
проектах (работах) их приводят, как правило, в порядке упоминания в тексте
пояснительной записки.
В расположенных подряд библиографических
описаниях совпадающие сведения во втором и последующих описаниях заменяются
словами «Там же», «То же», «Его же».
В библиографических ссылках допускается опускать
отдельные обязательные элементы описания: в ссылке на книгу - ее объем; в
ссылке на статью - заглавие, но при этом обязательно указывают страницы, на
которых она опубликована, либо можно не указывать страницы, но обязательно
указать заглавие статьи. Например:
Титов Н.Д., Степанов Ю.А.
Технология литейного производства.- М.: Машиностроение, 1985.
Чуркин Б.С., Гофман Э.Б., Дувалов
О.В.//Литейное
производство. - 1994. №1. - С. 30-32.
Чуркин Б.С., Гофман Э.Б., Дувалов
О.В.
Изготовление алюминиевых отливок по пенополистироловым моделям методом
вакуумного всасывания // Литейное производство. - 1994. - №1.
Условный разделительный знак точку и тире в
библиографических источниках допускается заменять точкой.
Примеры библиографических описаний
Монографии, справочники, учебные
пособия
Однотомное издание
(1-3 автора)
Дубицкий Г.М.
Литниковые системы. - М.; Свердловск: Машгиз, 1962. - 256 с.
Могилев В.К., Лев О.И.
Справочник литейщика: Справ. для проф. обучения рабочих на пр-ве. - М.:
Машиностроение, 1988. - 272 с.
Серебряков В.В., Фишкин Ю.Е.
Механизированное изготовление стержней в литейном производстве: Учеб. пособие
для проф. обучения рабочих на пр-ве. - М.: Высш. шк., 1987. - 287 с.
Новиков И.И., Строганов Г.Б.,
Новиков А.И. Металловедение, термообработка и
рентгенография: Учеб. для вузов. - М.: МИСИС, 1994. - 480 с.
Однотомное издание (более 3 авторов)
Литейное производство: Учеб. для металлург.
спец. вузов/А.М. Ми-хайлов, Б.В. Бауман, Б.Н. Благов и др. - М.:
Машиностроение, 1987. - 256 с.
Формовочные материалы и технология литейной
формы /С.С. Жуковский, Г.А. Анисович, Д.Н. Давыдов и др.;
Под общ. ред. С.С. Жуковского. - М.: Машиностроение, 1993. - 432 с. (Если 4
автора, то указать всех).
Многотомное издание (в целом)
Баландин Г.Ф.
Основы теории формирования отливки: Учеб. пособие для машиностроит. вузов по
спец. «Машины и технология литейного производства»: В 2 ч. - М.:
Машиностроение, 1976 - 1979. Ч.1: Формирование кристаллического строения
отливки. - 328 с; Ч.2: Формирование макроскопического строения отливки. - 335
с.
Многотомное издание
(отдельный том)
Баландин Г.Ф.
Основы теории формирования отливки: Учеб. пособие для машиностроит. вузов по
спец. «Машины и технология литейного производства»: В 2 ч. - М.: Машиностроение,
1979. - Ч.2: Формирование кристаллического строения отливки. - 335 с.
Справочник технолога-машиностроителя: В 2 т. -
Т.1/Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1985. -
665 с.
Нормативно-технические и технические
документы
Стандарты
ГОСТ 2.105-79 (СТ СЭВ 2667-80). Общие требования
к текстовым документам. Введ. с 01.07.80. - М.: Изд-во стандартов, 1984. - 20
с. (Единая система конструкторской документации).
ГОСТ 2789-73 (СТ СЭВ 638-77). Шероховатость
поверхности: параметры и характеристики. Введ.с 01.01.75. - М.: Изд-во
стандартов, 1990. - 10 с.
Опоки литейные сварные из литых стальных
элементов: [Сб.]: ГОСТ 17127-71 - 17132-71. - М.: Изд-во стандартов, 1973. - 55
с.
Патентные документы
А.с. 1049179 СССР, МКИ3 B
22 D 18/00.Машина для
литья вакуумным всасыванием/Чуркин Б.С., Шумихин Г.П., Гофман
Э.Б. и др. (СССР).- №3387862/22-02; Заявл. 28.01.82; Опубл.23.10.83,
Бюл. №39. - 3 с.: ил.
Пат. 1007559 СССР, МКИ3 F
02 M 35/10. Впускной
трубопровод для двигателя внутреннего сгорания/ Урбинати М., Маннини
А. (Италия); Ричерке Чентро Фиат С. п. А. (Италия).
Приоритет 26.06.78, №68493 А/78 (Италия). - 5 с.: ил. УДК 621.43-225.12
(088.8).
Неопубликованные документы
Отчет о НИР
Создание системной теории метода литья по
пенополистироловым моделям под регулируемым давлением и имитационного
моделирования процессов тепло- и массообмена для областей сложной конфигурации
в условиях нестационарности: Отчет о НИР (окончательн.)/Свердл. инж.-пед. ин-т
(СИПИ); Руководитель работы Б.С. Чуркин. № ГР 01920011959; Инв. № Б
967892. - Свердловск, 1992. - 43 с.
Диссертация
Гофман Э.Б.
Оптимизация процессов заполнения форм при литье под регулируемым газовым
давлением: Дис. ... канд.техн.наук/Урал. политехн. ин-т - Свердловск, 1988. -
277 с.
Автореферат диссертации
Бондарев О.А.
Исследование связи геометрии песчаной газопроницаемой формы с напряженностью ее
газового режима при получении отливок из серого чугуна: Автореф. дис. … канд.
техн. наук/Урал. политехн. ин-т.- Свердловск, 1987. - 20 с.
Составные части изданий
(аналитическое описание)
Статья из сборника
Чуркин Б.С., Гофман Э.Б.
Разработка квалификационных характеристик основных рабочих литейных
профессий//Прогрессивные технологические процессы и подготовка кадров для
литейного производства: Сб. науч. тр./Под ред. Б.С. Чуркина. -
Екатеринбург: Изд-во Урал. гос. проф.-пед. ун-та, 1996. - Вып.2. - 172 с.
Статья в газете
Авдуевский В.
Рождение космической технологии// Правда. - 1976. - 13 авг.
Статья в журнале и продолжающемся
издании
Гофман Э.Б., Чуркин Б.С., Шабалин
А.Ю.
Опыт проектирования технологии с помощью ЭВМ при литье под регулируемым
давлением//Литейное производство. - 1990. - №1. - С. 20 - 22.
Тезисы конференций
Жученко А.А.
Внедрение европейской системы взаимозачетов в учебных заведениях Уральского
региона//Международное университетское сотрудничество в области образования,
науки и культуры в Уральском регионе: Тез. докл. конф.. Екатеринбург 9-11 апр.
1996 г. - Екатеринбург: Изд-во Урал. гос. проф.-пед. ун-та, 1996. - 69 с.
Методические издания
Методические рекомендации по подготовке научной
и учебной литературы к печати/Сост. В.Т. Бакиров, С.И. Калинкина, Е.Д.
Колегова и др. - Екатеринбург: Изд-во Урал. гос. проф.-пед. ун-та,
1999. - 38 с.
Расчет конструктивных параметров, материального
и теплового баланса вагранок со вторичным дутьем: Метод. указания к курсовому и
диплом. проектированию/Сост. В.Б. Поль. - Екатеринбург: Изд-во Урал.
гос. проф.-пед. ун-та, 1997. - 29 с.
ПРИЛОЖЕНИЕ 5
Основная надпись (форма)
Форма 1. Основная надпись для чертежей
и схем
|
|
|
|
|
(2)
|
|
|
|
|
|
|
|
|
|
(14)
|
(15)
|
(16)
|
(17)
|
(18)
|
|
|
|
|
|
|
|
(1)
|
Лит.
|
Масса
|
Масшт.
|
|
Изм
|
Лист
|
№
докум.
|
Подп.
|
Дата
|
|
|
|
|
(5)
|
(6)
|
|
Разраб.
|
|
|
|
|
|
|
|
|
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
Т.контр.
|
|
|
|
|
Лист
(7)
|
Листов
(8)
|
|
(10)
|
(11)
|
(12)
|
(13)
|
(3)
|
(9)
|
|
Н.контр.
|
|
|
|
|
|
|
Утв.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 2. Основная надпись для
текстовых конструкторских
документов - пояснительной записки,
спецификации (первый лист)
|
|
|
|
|
(2)
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№
докум.
|
Подп.
|
Дата
|
|
|
Разраб.
|
|
|
|
(1)
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
(14)
|
|
(7)
|
(8)
|
|
(10)
|
(11)
|
(12)
|
(13)
|
|
(9)
|
|
Н.контр.
|
|
|
|
|
|
|
Утв.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 3. Основная надпись для
чертежей, схем и текстовых
документов - пояснительной записки,
спецификации
(последующие листы)
|
|
|
|
|
(2)
|
Лист
|
|
|
|
|
|
|
(7)
|
|
Изм
|
Лист
|
№
докум.
|
Подп.
|
Дата
|
|
|
ПРИЛОЖЕНИЕ 6
Основная надпись (пример оформления)
На чертежах, схемах
|
|
|
|
|
030532
076
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Колесо
|
Лит.
|
Масса
|
Масштаб
|
|
Изм
|
Лист
|
№
докум.
|
Подп.
|
Дата
|
|
|
|
|
|
1:1
|
|
Разраб.
|
Горбунова
|
|
|
|
|
|
|
|
|
|
Пров.
|
Поль
|
|
|
|
|
|
|
|
|
|
Т.контр.
|
|
|
|
|
Лист
1
|
Листов
3
|
|
|
|
|
Сталь
35Л ГОСТ 877-88
|
УГППУ,
каф. АТЛП, гр. ОЛ-443
|
|
Н.контр.
|
Гофман
|
|
|
|
|
|
Утв.
|
Чуркин
|
|
|
|
|
На втором листе пояснительной
записки
|
|
|
|
|
030532
076 ПЗ
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№
докум.
|
Подп.
|
Дата
|
|
|
Разраб.
|
Горбунова
|
|
|
Технология
изготовления отливки «Колесо» Пояснительная записка
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
Поль
|
|
|
|
|
|
|
2
|
34
|
|
|
|
|
|
УГППУ,
каф. АТЛП, гр. ОЛ-443
|
|
Н.контр.
|
Гофман
|
|
|
|
|
|
Утв.
|
Чуркин
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На последующих листах пояснительной
записки
|
|
|
|
|
030532
076 ПЗ
|
Лист
|
|
|
|
|
|
|
3
|
|
Изм
|
Лист
|
№
докум.
|
Подп.
|
Дата
|
|
|
ПРИЛОЖЕНИЕ 7
Пример оформления введения в
курсовом проекте
Введение
Развитие техники предъявляет свои требования к
качеству литых заготовок. Современные отливки должны иметь высокие и
регламентированные механические свойства, физические и химические
характеристики, а также высокую точность при минимальных толщине стенок и
массе. В настоящее время литьем в объемные разовые формы получают подавляющее
большинство отливок (до 70-75%), несмотря на большой расход формовочных
материалов, так как они обеспечивают наибольшую универсальность производства и
простоту формообразования.
Основной целью выполнения курсового проекта по
дисциплине «Технология литейного производства» является формирование навыков
самостоятельного творческого решения вопросов технологии изготовления отливок в
разовых песчано-глинистых формах. При этом решены задачи обоснования и выбора
материала и способа производства отливки, выбора формовочных и стержневых
смесей и покрытий, способа изготовления литейной формы и стержней. Решены
вопросы обеспечения питания и направленного затвердевания отливки,
конструирования литниковой системы. В пояснительной записке описаны выбор
модельно-литейной оснастки, применяемый способ сборки и заливки литейной формы,
способ выбивки, обрубки и очистки отливок, режим их термической обработки.
Описаны способы контроля параметров, по которым производится сдача-приемка
готовых отливок; возможные дефекты отливок и меры по их устранению.
В пояснительной записке приведены следующие
расчеты: расчет прибылей и литниковой системы, расчет груза, необходимого при
заливке формы, выхода годного.
В графической части курсового проекта выполнены
три чертежа формата А1: чертеж элементов литейной формы, чертеж собранной формы
в состоянии готовности к заливке и чертеж расположения модели и литниковой
системы на подмодельной плите.
ПРИЛОЖЕНИЕ 8
Точность размеров отливок
Предъявляемые к отливке требования по точности
размеров зависят от ее функционального назначения, т. е. от условий, в которых
литая деталь и ее отдельные элементы эксплуатируются. Ориентировочные данные о
точности размеров отливок в зависимости от эксплуатационного назначения
приведены в табл. 1. Данные о точности размеров и шероховатости отливок для
основных способов литья и материалов отливок приведены в табл.2.
Таблица 1
|
Размеры
отливки
|
Характеристика
точности размеров
|
Квалитеты
|
|
Определяемые
подвижными сопрягаемыми поверхностями типа «отверстие - вал»
|
Высокая
|
До
11-го
|
|
Определяемые
неподвижными сопрягаемыми поверхностями типа «отверстие - вал» (например, крышки).
Определяемые несопрягаемыми поверхностями (например, размеры шкивов,
маховиков)
|
Средняя
|
12-14-й
|
|
Подвергаемые
механической обработке
|
Средняя
|
Более
11-го в зависимости от способа литья
|
|
Габаритные:
толщины стенок, ребер, фланцев (если к ним не предъявляются особые
требования)
|
Низкая
|
Более
15-го
|
Точность размеров отливок зависит не только от
технологии их изготовления, но и от наибольшего габаритного размера отливки и
ее сложности. При этом в одной и той же отливке точность отдельных ее элементов
неодинакова, так как зависит от условий формирования этих элементов в форме.
Классификация отливок по сложности приводится по прейскуранту оптовых цен. По
этому классификатору отливки делятся на пять групп сложности.
К группе 1 относятся отливки простой геометрической
формы: плоские, круглые или полусферические; наружные поверхности - гладкие или
плоские, с наличием невысоких ребер, бобышек, фланцев, отверстий, выступов и
углублений. Наружные поверхности изготовляют без стержней или отъемных частей
моделей. Внутренние полости неглубокие, выполняются преимущественно «болваном»
или простым стержнем; внутренняя поверхность гладкая, без выступов или
углублений.
К группе 2 относятся отливки в виде
сочетания простых геометрических тел, плоские, круглые или полусферические,
открытой коробчатой формы. Наружные поверхности плоские и криволинейные, с
наличием ребер, буртов, кронштейнов, бобышек, фланцев с отверстиями и
углублениями простой конфигурации. Отдельные части выполняются с использованием
стержней. Внутренние полости простые, большой протяженности или высокие.
Таблица 2
Допуски размеров и шероховатость поверхности
отливок
|
Способ
литья
|
Сплавы
отливок
|
|
легкие
цветные
|
тяжелые
цветные и серый чугун
|
ковкий,
высокопрочный чугун, сталь
|
|
Под
давлением
|
IT11-IT13; до
Ra=0,63 мкм
|
IT12-IT14; Ra=1,25 мкм и грубее
|
-
|
|
В
керамические формы и по выплавляемым моделям
|
IT12-IT14; до
Ra=2,5 мкм
|
IT13-IT15; до Rz=20 мкм
|
IT14-IT15; Rz=20 мкм и грубее
|
|
В
кокиль и под низким давлением без стержней и с песчаными стержнями; в
песчаные формы, отверждаемые в контакте с оснасткой
|
IT13-IT17; до
Rz=20 мкм
|
IT14-IT17; до Rz=40 мкм
|
IT15-IT18; до Rz=80 мкм
|
|
В
песчаные формы, отверждаемые вне контакта с оснасткой; центробежный; в сырые
и сухие песчано-глинистые формы
|
IT14-IT18; до
Rz=40 мкм
|
IT15-IT19; до
Rz=80 мкм
|
IT16-IT20; Rz=80 мкм и грубее
|
К группе 3 относятся отливки открытой
коробчатой, сферической, полусферической, цилиндрической и других форм.
Наружные поверхности - криволинейные и плоские, с наличием нависающих частей,
ребер, кронштейнов, бобышек, фланцев с отверстиями и углублениями сравнительно
сложной конфигурации. Часть отливки выполняют с использованием стержней.
Внутренние полости отдельных соединений геометрических фигур - большой
протяженности или высокие, с незначительными выступами или углублениями,
расположенными в одном и двух ярусах со свободными широкими выходами полостей.
К группе 4 относятся отливки закрытой и
частично открытой коробчатой и цилиндрической форм. Наружные поверхности -
криволинейные и плоские, с примыкающими кронштейнами, фланцами, патрубками и
другими конструктивными элементами различной конфигурации. Многие части
поверхности или вся поверхность могут выполняться стержнями. Внутренние части
имеют сложную конфигурацию со значительными выступами и углублениями; они
расположены в один-два яруса и имеют один-два свободных выхода.
К группе 5 относятся отливки закрытой
коробчатой формы. Наружные поверхности - криволинейные, сложной конфигурации, с
примыкающими и пересекающимися кронштейнами, фланцами, патрубками и другими
конструктивными элементами. Для получения наружной поверхности могут
применяться стержни. Внутренние полости имеют сложную конфигурацию с
криволинейными поверхностями, пересекающимися под различными углами, с выемками
и выступами.
ПРИЛОЖЕНИЕ 9
Характеристика средств, применяемых
для обрубки и очистки отливок
|
Наименование
механизма
|
Техническая
характеристика
|
Производительность
за 1 ч
|
|
1
|
2
|
3
|
|
Обрубка
отливок
|
|
Пневматическое
зубило
|
Длина
с зубилом 300-400 мм. Масса ударника 0,2-0,6 кг. Частота ударов 1100-2120 в
минуту
|
До
15-20 м на швах толщиной 4-6 мм
|
|
Ленточная
пила
|
Скорость
резания до 30 м/мин. Максимальная подача до 200 мм/мин. Ширина реза до 2 мм
|
При
массе отливок до 50 кг: стальных- 12 дм2, цветных - до 25 дм2
|
|
Дисковая
пила
|
Диаметр
диска 400-1300 мм. Ширина реза 4-8 мм. Частота вращения до 1200 об/мин
|
60
резов при массе отливки до 50 кг
|
|
Шлифовальный
станок с гибким валом
|
Диаметр
круга до 250 мм. Частота вращения до 3000 об/мин. Ширина круга до 40 мм
|
До
0,3 т средних и крупных отливок
|
|
Маятниковый
станок с наждачным кругом
|
Диаметр
круга до 600 мм. Частота вращения до 1200 об/мин. Ширина круга до 40 мм
|
До
0,5 т средних и крупных отливок
|
|
Стационарный
станок с наждачным кругом
|
Диаметр
круга до 500 - 600 мм. Частота вращения до 1400 об/мин. Ширина круга до 60 мм
|
До
0,3 т мелких отливок
|
|
Газовые
резаки
|
Максимальная
толщина реза до 300 мм. Расход кислорода до 24 м3/ч. Расход ацетилена до
0,9-1,2 м3/ч
|
4-15
м
|
|
Эксцентриковый
пресс
|
Нагрузка
на нож 120-150 Н. Ход ножа до 80 мм. Число ходов до 50 в минуту. Максимальная
толщина реза 50 мм
|
До
300 резов
|
|
Очистка
отливок
|
|
Пневматическое
зубило
|
Давление
сжатого воздуха 600 кПа. Частота ударов до 2500 в минуту. Масса 5-6,3 кг
|
Крупные
отливки 40-50 дм2, мелкие- до 8 дм2
|
|
Окончание
таблицы
|
|
1
|
2
|
3
|
|
Вращающаяся
щетка с гибким валом
|
Диаметр
щетки до 400 мм. Частота вращения до 3000 об/мин. Длина вала до 3 м
|
Крупные
отливки 60-80 дм2, мелкие- до 12-15 дм2
|
|
Очистной
барабан
|
Частота
вращения 20-40 об/мин. Продолжительность очистки 1,5-2 ч. Диаметр барабана
0,6-1,2 м; вместимость 0,7-4,0 мм2
|
До
2000 кг
|
|
Пескоструйный
барабан
|
Давление
воздуха 200-300 кПа. Диаметр барабана 0,4 м. Частота вращения 2-3 об/мин
|
До
1500 кг
|
|
Дробеметный
ленточный барабан
|
Расход
дроби 3-5 кг/т. Вместимость барабана 0,3-0,7 т. Диаметр барабана 0,7-1,2 м
|
До
4000 кг
|
|
Пескоструйный
стол
|
Расход
песка 2 кг/т. Давление воздуха 200 кПа. Диаметр стола 2 м. Частота вращения 1
об/мин
|
До
1500 кг
|
|
Дробеметный
стол
|
Расход
дроби 5-6 кг/т. Диаметр стола 2 м. Частота вращения стола 1-5 об/мин
|
До
2500 кг
|
|
Пескоструйная
камера
|
Площадь
камеры до 20 м2. Давление воздуха 200 кПа. Расход песка 80 кг/т
|
До
10 т
|
|
Дробеметная
камера
|
Площадь
камеры до 80 м2. Частота вращения стола 2-3 об/мин. Расход дроби 5 кг/т
|
До
10 т
|
|
Гидравлическая
камера
|
Давление
воды до 10000 кПа. Вместимость камеры до 25 м2. Расход воды до 4-5 м3/т
|
До
3 т
|
|
Пескогидравлическая
камера
|
Давление
воды до 5000-7000 кПа. Вместимость камеры до 20 м2. Расход песка 1,5 т/ч.
Расход воды до 50 м3/т
|
До
4 т
|
Примечания:
1. В серийном производстве обрубку целесообразно
выполнять с помощью специальных кондукторов и приспособлений, в массовом
производстве - на специальных установках.
. Отливки, полученные из металлических форм,
очистке не подвергают. При наличии в таких отливках стержней зачищают только
поверхность, соприкасающуюся со стержнем.
. При массовом и крупносерийном производстве
очистка отливок осуществляется в полуавтоматических и автоматических
дробеструйных и гидравлических установках.
ПРИЛОЖЕНИЕ 10
Основные, дополнительные припуски на
обработку отливок резанием и предельные отклонения коробления элементов отливок
(ГОСТ26645-85)
Таблица 1
Основные припуски на обработку отливок резанием
(ГОСТ 266456-85)
|
Допуск
размеров отливок, мм
|
Основной
припуск для рядов, мм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
До
0,12
|
0,2-0,4
|
-
|
-
|
-
|
-
|
-
|
|
0,13 - 0,16
|
0,3-0,5
|
0,6-0,8
|
-
|
-
|
-
|
-
|
|
0,17 - 0,20
|
0,4-0,6
|
0,7-1,0
|
1,0-1,4
|
-
|
-
|
-
|
|
0,21 - 0,24
|
0,5-0,7
|
0,8-1,1
|
1,1-1,5
|
-
|
-
|
-
|
|
0,25 - 0,30
|
0,6-0,8
|
0,9-1,2
|
1,2-1,6
|
1,8-2,2
|
2,6-3,0
|
-
|
|
0,31 - 0,40
|
0,7-0,9
|
1,0-1,3
|
1,4-1,8
|
1,9-2,4
|
2,8-3,2
|
-
|
|
0,41 - 0,50
|
0,9-1,2
|
1,1-1,4
|
1,5-2,0
|
2,0-2,6
|
3,0-3,4
|
-
|
|
0,51 - 0,60
|
1,0-1,4
|
1,2-1,6
|
1,6-2,2
|
2,2-2,8
|
3,2-3,6
|
-
|
|
0,61 -0,80
|
1,2-2,0
|
1,3-1,8
|
1,8-2,4
|
2,4-3,0
|
3,4-3,8
|
4,4-5,0
|
|
0,81 - 1,00
|
1,6-2,4
|
1,4-2,0
|
2,0-2,8
|
2,6-3,2
|
3,6-4,0
|
4,6-5,5
|
|
1,01 - 1,20
|
2,0-2,8
|
1,6-2,4
|
2,2-3,0
|
2,8-3,4
|
3,8-4,2
|
4,8-6,0
|
|
1,21 - 1,60
|
2,4-3,2
|
2,0-2,8
|
2,4-3,2
|
3,0-3,8
|
4,0-4,6
|
5,0-6,5
|
|
1,61 - 2,00
|
2,8-3,6
|
2,4-3,2
|
2,8-3,6
|
3,4-4,2
|
4,2-5,0
|
5,5-7,0
|
|
2,01 - 2,40
|
3,4-4,5
|
2,8-3,6
|
3,2-4,0
|
3,8-4,6
|
4,6-5,5
|
6,0-7,5
|
|
2,41 - 3,00
|
4,0-5,5
|
3,4-4,5
|
3,6-4,5
|
4,2-5,0
|
5,0-6,5
|
6,5-8,0
|
|
3,01 - 4,00
|
5,0-7,0
|
3,8-5,0
|
4,2-5,5
|
5,0-6,5
|
5,5-7,0
|
7,0-9,0
|
|
4,01 - 5,00
|
-
|
4,4-6,0
|
5,0-6,5
|
5,5-7,5
|
6,0-8,0
|
8,0-10,0
|
|
5,01 - 6,00
|
-
|
5,5-7,5
|
6,0-8,0
|
6,5-8,5
|
7,0-9,5
|
9,0-11,0
|
|
6,01 - 8,00
|
-
|
6,5-9,5
|
7,0-11,0
|
7,5-11,0
|
8,5-12,0
|
10,0-13,0
|
|
8,01 - 10,0
|
-
|
-
|
9,0-12,0
|
10,0-13,0
|
11,0-14,0
|
12,0-15,0
|
|
10,1 - 12,0
|
-
|
-
|
10,0-13,0
|
11,0-14,0
|
12,0-15,0
|
13,0-16,0
|
|
12,1 - 16,0
|
-
|
-
|
13,0-15,0
|
14,0-16,0
|
15,0-17,0
|
16,0-19,0
|
|
16,1 - 20,0
|
-
|
-
|
-
|
17,0-20,0
|
18,0-21,0
|
19,0-22,0
|
|
20,1 - 24,0
|
-
|
-
|
-
|
20,0-23,0
|
21,0-24,0
|
22,0-25,0
|
|
24,1 - 30,0
|
-
|
-
|
-
|
-
|
26,0-29,0
|
27,0-30,0
|
|
30,1 - 40,0
|
-
|
-
|
-
|
-
|
-
|
34,0-37,0
|
|
40,1 -50,0
|
-
|
-
|
-
|
-
|
-
|
42,0
|
Примечание.
Значения основных припусков относятся к поверхностям отливки, находящимся при
заливке снизу или сбоку, припуск на верхние поверхности допускается увеличивать
до значения, соответствующего следующему ряду.
Таблица 2
Дополнительные припуски на обработку отливок
резанием
|
Допуск
размера отливки, мм
|
Наибольшая
погрешность расположения, мм
|
Дополнительный
припуск, мм
|
|
До
0,06
|
До
0,12
|
0,1
|
|
0,06 - 0,08
|
0,03 - 0,12 0,12 - 0,16
|
0,1 0,2
|
|
0,08 - 0,10
|
0,04 - 0,16 0,16 - 0,20
|
0,1 0,2
|
|
0,10 -0,12
|
0,05 - 0,16 0,16 - 0,24
|
0,1 0,2
|
|
0,12 - 0,16
|
0,06 - 0,20 0,20 - 0,30
|
0,1 0,2
|
|
0,16 - 0,20
|
0,08 - 0,20 0,30 - 0,40
|
0,1 0,3
|
|
0,20 - 0,24
|
0,10 - 0,24 0,24 - 0,40 0,40 -
0,50
|
0,1 0,2 0,4
|
|
0,24 -0,30
|
0,1 0,2 0,3 0,5
|
|
0,30 - 0,40
|
0,15 - 0,30 0,39 - 0,40 0,40 -
0,50 0,50 - 0,60 0,60 - 0,80
|
0,1 0,2 0,3 0,4 0,6
|
|
0,40 - 0,50
|
0,20 - 0,40 0,40 - 0,50 0,50 -
0,60 0,60 - 0,80 0,80 - 1,00
|
0,1 0,2 0,3 0,5 0,8
|
Таблица 3
Зависимость степени коробления от соотношения
размеров
сторон отливок (ГОСТ 26645 - 85)
|
Отношение
наименьшего габаритного размера отливки к наибольшему
|
Св.
0,20
|
0,20
-0,10
|
0,10
-0,05
|
До
0,05
|
|
Степень
коробления (элемента отливки)
|
1-7
|
2-
8
|
3
- 9
|
4
-10
|
Примечание.
Меньшие значения степеней коробления относятся к простым отливкам из легких
цветных сплавов, не подвергаемых термической обработке; большие значения - к
сложным, термообрабатываемым отливкам из черных сплавов
Таблица 4
Предельные отклонения коробления элементов
отливок
|
Интервалы
максимальных размеров отливки, мм
|
Степень
коробления отливки, мм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
До
100
|
-
|
-
|
-
|
-
|
-
|
0,10
|
0,16
|
0,24
|
0,4
|
0,5
|
|
101
- 160
|
-
|
-
|
-
|
-
|
0,10
|
0,16
|
0,24
|
0,40
|
0,6
|
1,0
|
|
161
- 240
|
-
|
-
|
-
|
0,10
|
0,16
|
0,24
|
0,40
|
0,60
|
1,0
|
1,6
|
|
241
- 400
|
-
|
-
|
0,10
|
0,16
|
0,24
|
0,40
|
0,60
|
1,00
|
1,6
|
2,4
|
|
401
- 630
|
-
|
0,10
|
0,16
|
0,24
|
0,40
|
0,60
|
1,00
|
1,60
|
2,4
|
4,0
|
|
631
- 1000
|
0,10
|
0,16
|
0,24
|
0,40
|
0,60
|
1,00
|
1,60
|
2,40
|
4,0
|
6,0
|
|
1001
- 1600
|
0,16
|
0,24
|
0,40
|
0,60
|
1,00
|
1,60
|
2,40
|
4,00
|
6,0
|
10,0
|
|
1601
- 2400
|
0,24
|
0,40
|
0,60
|
1,00
|
1,60
|
2,40
|
4,00
|
6,00
|
10,0
|
16,0
|
|
2401
- 4000
|
-
|
0,60
|
1,00
|
1,60
|
2,40
|
4,00
|
6,00
|
10,0
|
16,0
|
24,0
|
|
4001
- 6300
|
-
|
-
|
1,60
|
2,40
|
4,00
|
6,00
|
10,0
|
16,0
|
24,0
|
40,0
|
|
6301
- 10000
|
-
|
-
|
-
|
4,00
|
6,00
|
10,0
|
16,0
|
24,0
|
40,0
|
60,0
|
Примечание. Предельные
отклонения коробления симметричны
ПРИЛОЖЕНИЕ 11
Шероховатость Rz
поверхностей отливок, полученных различными способами литья
|
Способ
литья
|
Макси-
мальный размер отливки, мм
|
Rz поверхности
отливки, мкм
|
|
|
Цветные
сплавы с температурой плавления, °С
|
Ковкий,
высокопрочный и легированный чугуны, сталь
|
|
|
ниже
700
|
выше
700, серый чугун
|
|
|
Под
давлением
|
До
100 Св. 100
|
6,3
- 1,6 12,5 - 3,2
|
12,5
- 3,2 20,0 - 6,3
|
20,0
- 6,3 20,0 - 10,0
|
|
В
керамические формы, по выплавляемым моделям
|
До
100 Св. 100
|
12,5
- 3,2 25,0 - 6,3
|
25,0
- 10,0 32,0 - 10,0
|
32,0
- 10,0 40,0 - 12,5
|
|
В
кокиль и под низким давлением в металлические формы без песчаных стер-жней и
с ними, в песчаные формы, отверждаемые в контакте с оснасткой
|
До
100 Св. 100 До 630 Св. 630
|
20,0
- 10,0 32,0 - 16,0 40,0 - 20,0
|
32,0
- 16,0 40,0 - 20,0 50,0 - 25,0
|
40,0
- 20,0 50,0 - 25,0 63,0 - 3 2,0
|
|
В
песчаные формы, отверждаемые вне контакта с оснасткой, в сырые и сухие
песчаные формы
|
До
630 Св. 630 До 4000 Св. 4000
|
80,0
- 40,0 100,0 - 50,0 125,0 - 63,0
|
100,0
- 50,0 125,0 - 63,0 200,0 - 125,0
|
125,0
- 63,0 200,0 - 125,0 Св. 200,0
|
ПРИЛОЖЕНИЕ 12
Наименьшие размеры отливаемых
отверстий
для стальных и чугунных отливок
Таблица 1
Наименьшие диаметры отливаемых отверстий для
стальных отливок
|
L или H
|
Характеристика
поверхности отливки
|
Толщина
слоя металла, мм
|
|
|
До
25
|
26
- 50
|
51
- 75
|
76
- 100
|
101-
150
|
151-
200
|
201-300
|
Св.
300
|
|
|
Наименьшие
диаметры отверстий, мм
|
|
До100
|
Обрабатываемые
Необрабатываемые
|
90
110
|
90
110
|
90
110
|
90
110
|
100
120
|
120
140
|
140
160
|
160
180
|
|
101-200
|
Обрабатываемые
Необрабатываемые
|
90
110
|
90
110
|
90
110
|
90
110
|
120
140
|
140
160
|
160
180
|
190
210
|
|
201-400
|
Обрабатываемые
Необрабатываемые
|
90
115
|
90
115
|
100
125
|
100
135
|
140
160
|
170
195
|
190
215
|
230
255
|
|
401-600
|
Обрабатываемые
Необрабатываемые
|
100
125
|
110
135
|
120
145
|
140
165
|
170
195
|
200
225
|
230
255
|
270
295
|
Таблица 2
Наименьшие диаметры отливаемых отверстий для
чугунных отливок
|
L или H
|
Характеристика
поверхности отливки
|
Толщина
слоя металла, мм
|
|
|
До
40
|
41-50
|
51-65
|
66
-80
|
81-100
|
101-125
|
126
-160
|
161-200
|
|
|
Наименьшие
диаметры отверстий, мм
|
|
До
25
|
Обрабатываемые
Необрабатываемые
|
25
50
|
25
50
|
25
50
|
25
50
|
25
50
|
25
50
|
25
50
|
25
50
|
|
26-40
|
Обрабатываемые
Необрабатываемые
|
30
55
|
30
55
|
30
55
|
30
55
|
30
55
|
30
55
|
30
55
|
30
55
|
|
41-65
|
Обрабатываемые
Необрабатываемые
|
32
58
|
35
62
|
35
62
|
35
62
|
35
62
|
35
62
|
35
62
|
35
62
|
|
66-100
|
Обрабатываемые
Необрабатываемые
|
35
62
|
38
67
|
40
72
|
40
72
|
40
72
|
40
72
|
40
72
|
40
72
|
|
101-150
|
Обрабатываемые
Необрабатываемые
|
40
67
|
42
72
|
45
78
|
50
85
|
50
85
|
50
85
|
50
85
|
50
85
|
|
151-250
|
Обрабатываемые
Необрабатываемые
|
42
72
|
48
78
|
52
85
|
55
92
|
60
100
|
60
100
|
60
100
|
60
100
|
|
251-400
|
Обрабатываемые
Необрабатываемые
|
-
-
|
54
85
|
60
92
|
65
100
|
72
110
|
80
120
|
80
120
|
80
120
|
|
401-600
|
Обрабатываемые
Необрабатываемые
|
-
-
|
-
-
|
65
100
|
72
110
|
80
120
|
90
132
|
100
145
|
100
145
|
ПРИЛОЖЕНИЕ 13
Определение толщины формовочной
смеси
на различных участках формы
|
Масса
отливки, кг
|
Минимально
допустимая толщина слоя, мм
|
|
от
верха модели до верха опоки
|
от
низа модели до низа опоки
|
от
модели до стенки опоки
|
между
моделями
|
между
моделью и шлакоуловителем
|
|
До
5
|
40
|
20
|
30
|
30
|
|
5-10
|
50
|
60
|
30
|
40
|
30
|
|
11-25
|
60
|
70
|
40
|
50
|
30
|
|
26-50
|
70
|
90
|
50
|
60
|
40
|
|
51-100
|
90
|
100
|
60
|
70
|
50
|
|
101-250
|
100
|
120
|
70
|
100
|
60
|
|
251-500
|
120
|
150
|
80
|
-
|
70
|
|
501-1000
|
150
|
200
|
90
|
-
|
120
|
|
1001-2000
|
200
|
250
|
100
|
-
|
150
|
|
2001-3000
|
250
|
300
|
125
|
-
|
200
|
|
3001-4000
|
275
|
350
|
150
|
-
|
225
|
|
4001-5000
|
300
|
370
|
175
|
-
|
250
|
|
5001-10000
|
350
|
400
|
200
|
-
|
250
|
|
Более
10000
|
400
|
450
|
250
|
-
|
250
|
ПРИЛОЖЕНИЕ 14
Линейная усадка сплавов
|
Сплавы
|
Линейная
усадка, %
|
|
Чугун:
серый белый ковкий перлитный ковкий ферритный высокопрочный
|
1,0
- 1,3 1,6 - 2,3 1,2 - 2,0 1,0 - 1,2 1,2 - 1,5
|
|
Сталь:
углеродистая (0,14-0,75% С) марганцовистая (до 14% Mn)
хромоникелевая (25% Cr, 20% Ni)
|
1,5
- 2,0 2,5
- 3,8 1,8 - 2,2
|
|
Бронза:
оловянистая алюминиевая
|
1,4
- 1,6 1,5 - 2,4
|
|
Латунь:
кремнистая цинковая
|
1,6
- 1,8 1,5 - 2,2
|
|
Магниевые
сплавы: МЛ3 МЛ5
|
1,5
- 1,6 1,0 - 1,2
|
|
Алюминиевые
сплавы: АК12 (АЛ2) АК7ч (АЛ9) АК9ч (АЛ4) АК8М (АЛ32)
|
0,9
- 1,0 1,1 - 1,4 1,0 - 1,1 0,95
|
|
Дюралюминий
(3,5 - 5,5%
Cu)
|
0,8 - 1,0
|
|
Цинковые
сплавы
|
1,0
- 1,5
|
Библиографический список
1. Гендина Н.И., Колкова Н.И.
Нормативно-методическое обеспечение учебного процесса в вузе: Стандарты высш.
учеб. заведения: В 3 ч. - Кемерово, 1998. - 170 с.
. ГОСТ 7.1.-84. Библиографическое
описание документа: Общие требования и правила составления. Введ. с 01.01.86. -
М.: Изд-во стандартов, 1987. - 72 с.
. ГОСТ 3.1125-88. Правила
графического выполнения элементов литейных форм и отливок. Введ. с 01.01. 89. -
М.: Изд-во стандартов, 1988. - 19 с.
. Методические рекомендации по
подготовке научной и учебной литературы к печати/Сост. В.Т. Бакиров, С.И.
Калинкина, Е.Д. Колегова и др. - Екатеринбург: Изд-во Урал. гос. проф.-пед.
ун-та, 1999. - 38 с.
. Справочник технолога-машиностроителя:
В 2 т. Т.1/Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение,
1985. - 665 с.