Разработка штанцевальной формы для предложенного варианта упаковки
Введение
В современной жизни упаковка прочно вошла в наш быт, и
сопровождает человека на всех стадиях его деятельности. Она во многом изменила
наш жизненный уклад, позволила по-новому взглянуть на многие проблемы,
например, питания. Именно упаковка подталкивает потребителя к совершению
покупки, а поэтому она должна быть, по возможности, как можно более актуальной,
яркой, чёткой и информативной, выражающей индивидуальность торговой марки.
По состоянию развития упаковочной индустрии стали судить об
экономическом и техническом уровне той или иной страны. Наиболее развитые
страны вкладывают значительные средства в эту сферу. Так, ежегодные расходы в
США на упаковку превышают 52 млрд. долларов, в Германии - 33 млрд. марок (около
20 млрд. долларов США). Среднегодовые расходы на упаковку во всем мире
составляют от 450 до 500 млрд. долларов США. Уровень потребления бумаги на душу
населения во всех цивилизованных странах является одним из важнейших
индикаторов развития общества.
Мировое производство и потребление бумаги и
картона
Во всем мире производится 320-350 млн. тонн.
Среднемировое потребление в год составляет около 50
кг на человека, при этом: наибольшая доля производства и потребления - в США
(91,7 млн. тонн и 300 кг).
Потребление бумаги на душу населения в Европе:
Западная Европа - 250 кг;
Чехия - 130 кг;
Словения - 125 кг;
Словакия - 95 кг;
Венгрия - 80 кг;
Польша - 70 кг;
Хорватия - 60 кг;
Румыния - 30 кг.
В течение последних 25 лет потребление бумаги в мире выросло
в среднем на 3% в год. Китай на этом фоне демонстрирует впечатляющие темпы
роста - в среднем 9,3% в год.
Потребление бумаги на душу населения в России
Внутреннее производство:
бумага: 3878,94 тыс. тонн;
картон: 2774,21 тыс. тонн;
всего: 6653.15 тыс. тонн.
Импорт: 1400 тыс. тонн (бумага и картон).
Экспорт: 3000-3100 тыс. тонн.
Неучтенный импорт:
этикетка (на бутылках, продукции): ~20 тыс. тонн;
сангигиена, упакованные товары: ~140 тыс. тонн.
Главной задачей курсового проекта является разработка
штанцевальной формы для предложенного варианта упаковки. Поэтому в ходе работы
необходимо:
) определить габаритные размеры упаковки заданного
объема;
) выбрать материал упаковки в соответствии с
требованиями ГОСТ;
) выбрать материал для основания штанцформы;
) выбрать размеры листа картона и осуществить раскладку
контуров разверток, максимально используя материал;
5) выполнить размещение ножей и эжекторных материалов на
штанцформе;
) осуществить подбор и расчет режущих и биговальных
линеек, эжекторных материалов;
7) выбрать и рассчитать биговальную матрицу;
) оценить необходимое усилие штанцевания.
1.
Конструирование упаковки
.1
Определение формы и габаритных размеров упаковки
Для разработки развертки и штанцевальной формы картонной
упаковки для пищевой отрасли была выбрана коробка из каталога FEFCO №0472. Данная коробка
будет использоваться в качестве упаковки для мелкоштучной продукции пищевой
отрасли, в частности кондитерских изделий высокого качества (шоколад, карамель
и др.).
Чертёж развёртки представлен на рисунке 1.
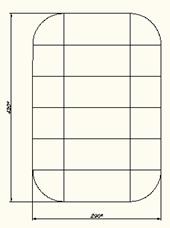
Рисунок 1 - Развертка коробки
Объемный вид коробки представлен на рисунке 2.
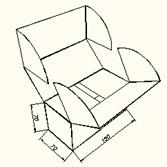
Рисунок 2 - Объемный вид коробки
Габаритные размеры коробки: 150×70×70 мм, объем упаковки вычисляем по формуле: 

где a - длина упаковки, мм;
b - ширина упаковки, мм;
с - высота упаковки, мм.
V=150×70×70=735 (см3)
Материал: однослойный картон хром-эрзац марки «НМ» толщиной
0,6 мм.
Тираж составляет 100 000 экземпляров.
Технологические оборудование: вырубной пресс Bobst 126 - BMA, 1250x900; усилие 5 МН.
.2
Выбор материала
В качестве упаковки для кондитерских изделий необходимо
подобрать картон, соответствующий следующим требованиям:
- хорошая стойкость к воздействию влаги и жира;
хорошее соединение слоев между собой;
хорошее соединение мелованного покрытия с картоном;
плоское лежание в стопе;
относительная влажность не должна выходить за пределы
разрешенных допусков;
хорошие печатные свойства нижней стороны картона;
хорошее закрепление красок.
Существует огромное количество марок картона, которые подходят
и отвечают этим требованиям, тогда решающим фактором для выбора является
экономическая составляющая.
Cкладные картонные коробки отличаются от других видов
упаковки, тем, что на них наносятся линии сгиба, по которым коробки
складываются, образуя полужесткую или жесткую тару. Складные коробки обычно
транспортируются и хранятся сложенными, а собираются уже на месте фасования.
Европейские производители пользуются классификацией картонов
по способу производства, согласно которой выделяются четыре типа.
. SBB (SBS) - Solid Bleached Board (Sulphate) - цельный
чистоцеллюлозный картон (из беленой сульфатной целлюлозы). Соответствует
картону GZ немецкой классификации. Как правило, имеет 2-4 цельных целлюлозных
слоя, одностороннее мелование, белизну лицевой поверхности до 90%. Характерные
плотности - 185-390 г./м2. Производятся также картоны с мелованием оборотной
стороны.
. SUB - Solid Unbleached Board - чистоцеллюлозный мелованный
картон из небеленой целлюлозы. SUB производится исключительно из небеленой
целлюлозы. Это картон с коричневой оборотной стороной (с так называемым
'крафт-оборотом'). Для достижения белой поверхности он может быть покрыт
меловым слоем, иногда в сочетании со слоем химически отбеленной целлюлозы
(внешний верхний слой).
. FBB - Folding Boxboard (GC-2) - хром-эрзац (с добавлением
древмассы). Трехслойный коробочный картон, как правило, двухсторонний. Верхний
слой из беленой химической целлюлозы, с мелованием или без. Средний слой
(вкладыш) содержит древесную массу. Нижний слой имеет легкое мелование.
Благодаря высокой жесткости, достигнутой путем удачного комбинирования слоев,
хром-эрзац может использоваться аналогично чистоцеллюлозному картону.
. WLC - White lined Chipboard (GD-1 или GD-2) - макулатурный
мелованный картон, содержит 60-100% макулатурной массы. Для производства
макулатурных картонов используются как целлюлоза и древмасса, так и
макулатурная масса. Верхний и нижний слои картона изготавливаются из макулатуры
высшего качества, а средний - из менее качественной, чем достигается существенное
удешевление стоимости картона. Однако наряду с ценой снижаются показатели
жесткости картона.
Выбранная упаковка предназначена для фасования кондитерских
изделий и поэтому должна иметь привлекательный внешний вид. На неё будет
наносится цветная печать. Поэтому мы выбираем картон хром-эрзац по ГОСТ 7933-89
«Картон для потребительской тары. Общие технические условия».
Хром-эрзац (ГОСТ 7933-89 ТУ 5453-011-04766356-00) - это
разновидность упаковочного картона толщиной от 0,25 до 0,6 мм. и плотностью от
220 гр./м2 до 520 гр./м2, при изготовлении которого
используется беленая и небеленая целлюлоза, древесная масса и макулатура, с
мелованным покрытием.
Картон хром-эрзац имеет многослойную структуру, которая
увеличивает его толщину, и жесткость этот вид картона имеет двухслойное
мелование лицевой стороны, что гарантирует высококачественную печать. Также
данный картон обладает повышенными показателями жесткости, в том числе и при
низких плотностях, что достигается благодаря добавлению механической целлюлозы.
Рекомендован для производства упаковки высокой жесткости, в частности для
пищевых продуктов. Отлично подходит для всех видов печати. Картон хром-эрзац
марки «НМ» с двухсторонним белым покровным слоем, немелованный, предназначен
для изготовления потребительской тары с одно-и многокрасочной печатью.
Производитель ЗАО Пролетарий, Россия, Брянская область, Сураж.
Характеристики картона хром-эрзац согласно ГОСТу
7933-89
- масса картона: от 170 до 850 г./ м2.;
- жесткость при статическом изгибе в
поперечном направлении: от 0,2 до 20,0 г/кв. м.;
- белизна со стороны покровного слоя: от 65
до 86%;
- гладкость со стороны покровного слоя: от
30 до 200 с;
- сопротивление расслаиванию: от 90 до 150
Н;
- поверхностная впитываемость воды при
одностороннем смачивании картона за 60 с.
- влажность: от 5,0 до 12, %.
Для данной работы выбран картон хром-эрзац марки «НМ». Этот
картон предназначен для изготовления потребительской тары с одно- и
многокрасочной печатью. Изготавливается в рулонах и листах, ширина рулона и
размер листов - по согласованию с потребителем.
Таблица 1 - Характеристика картона хром-эрзац марки «НМ».
|
Масса 1 м²,
г
|
Толщина, мм
|
Поверхностная
впитываемость, г/м² н/б
|
Сопротивление
расслаиванию по кромке, Н н/м
|
Жесткость при
статическом изгибе, Н.см н/м
|
Белизна, % н/м
|
Влажность, %
|
|
260
|
0,36±0,02
|
60/60
|
90
|
0,30
|
70
|
5-10
|
|
280
|
0,38±0,02
(0,03)
|
60/60
|
|
0,30
|
|
|
|
360
|
0,50±0,04
|
60
|
|
0,50
|
|
|
|
440
|
0,60±0,05
|
60
|
|
0,70
|
|
|
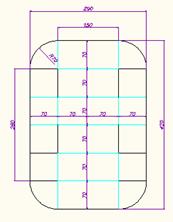
Рисунок 3 - Чертёж развёртки со всеми размерами
2.
Разработка штанцевальной формы
.1
Техническое задание на разработку штанцевальной оснастки
Техническое задание на изготовление штанцформы включает в
себя следующие данные:
1. Необходимо изготовить штанцевальную форму для вырубки
картонных коробок на основе №0472 из каталога FEFCO, раскладка контуров
упаковки на лист прилагается (Рисунок 4).
2. Для изготовления развёрток используем картон
хром-эрзац марки «HM», производства ЗАО Пролетарий, Россия, Брянская область, город
Сураж, толщиной 0,6 мм.
. Направление волокон на картоне показано на рисунке
5.
. Габаритные размеры листа 1210×880 мм, направление движения листа показано на рисунке 5.
. Тираж 100000 экземпляров.
. Перечень заказываемых изделий и комплектующих:
вырубной штамп, ленты, приправочный лист.
. Оборудование для которого заказывается вырубная
оснастка: плоская форма Bobst 126 - BMA.
. Предельная сила, развиваемая оборудованием при
штанцевании равна 5 ∙106 Н.
. Минимальное расстояние от переднего края основания
до первого ножа равно 13 мм.
. Характерики основания: толщина 18 мм, габаритные
размеры 1250×900 мм, вид материала: фанера KoskiLaser B/BB.
. Ножи:
- режущие линейки SL-A
23.8×0.71 40HP MARTIN MILLER,
- биговальные линейки СR-SP 23.3×0.71 MARTIN MILLER
12. Выполнение засечек на ножах показано на рисунке 6.
. Режущие линейки оклеены пористой резиной твердостью 35-40
по Шору, монолитной резиной с твердостью 55-60 по Шору.
. Приблизительный срок изготовления заказа - 1 месяц.
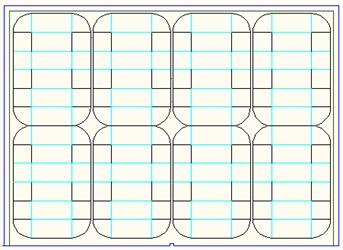
Рисунок 4 - Раскладка развёрток на листе

Рисунок 5 - Направление волокон на коробочном картоне
относительно чертежа и направление движения листа
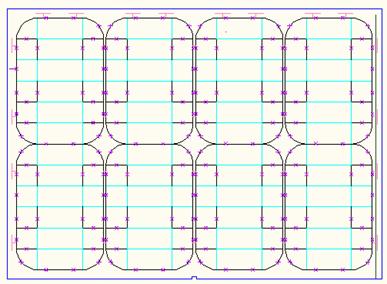
Рисунок 6 -