Сварная конструкция 'Двутавровая балка'
Введение
Балка представляет собой горизонтальный несущий
механизм, применяемый в различных сооружениях, который обладает двумя и более
точками опоры. Если балка используется для перекрытия одного пролета и имеет
две точки опоры, то называется разрезной. Многопролетная балка, перекрывающая
более одного пролета и имеющая несколько опор, называется неразрезной.
Балки применяются в машиностроении и
строительстве как конструктивный элемент в форме бруса из стали
<#"793715.files/image001.gif"> <#"793715.files/image002.gif"> <#"793715.files/image003.jpg"> <#"793715.files/image004.jpg">
.5 Подготовка металла под сварку
К заготовительным операциям относят: правку
листового и профильного проката, разметку и наметку, раскрой проката, обработку
кромок и торцов, гибочные и вальцовочные работы.
Правку листовой и универсальной стали производят
в холодном состоянии на листопразйльных вальцах. При этом устраняют общие и
местные неровности, волнистость кромки, саблевидность и другие дефекты. Схема
правки листовой стали показана на рис. 4.

Рис. 4. Схема правки листовой стали
Швеллеры, двутавры и другие профили правят на
правильно-гибочном прессе (рис. 5).

Рис. 5. Правильно-гибочный (кулачковый) пресс:
- штурвалы, 2 - опоры, 3 - толкатель, 4 -
электродвигатель
Разметкой называют процесс вычерчивания детали
на материале в натуральную величину с нанесением линий гибов, вырезов и центров
отверстий. В индивидуальном производстве линии разметки находят построением.
При заготовке нескольких одинаковых деталей
размещают по шаблону. Контуры шаблона вычерчивают построением. Материал шаблона
- фанера, картон, дерево, листовая сталь. Разметку по шаблону называют
наметкой.
Операции разметки - ручные, не поддающиеся
полной механизации. Совмещая разметку с вырезкой деталей на газопламенных
аппаратах, можно существенно сократить общую трудоемкость заготовки. Наиболее
прогрессийна вырезка деталей без разметки, по механическим копирам или
фотокопированием.
Раскрой проката осуществляют на гильотинных,
дисковых, угловых и пресс-ножницах (рис. 6).

Рис. 6. Ножницы для резки металла:
а - гильотинные; б - пресс-ножницы; в -
дисковые; г - многодисковые; 1 и 4 - ножи; 2 - разрезаемый лист; 3 - прижим; 5
- упор; 6 и 7 - дисковые ножи
При заготовке деталей для ответственных несущих
конструкций, при значительной кривизне деталей после резки, а также после резки
на ножницах при толщине металла свыше 16 мм, продольные кромки и торцы детали
обрабатывают резанием. Продольные кромки прострагивают на кромкострогальных
станках, торцы фрезеруют на торце-фрезерных станках. На кромкострогальных
станках можно обрабатывать кромки деталей длиной до 17,5 м. В процессе
строгания при необходимости можно скашивать кромки для образования разделки под
сварку.
Газопламенную резку кромок как самостоятельную
операцию применяют редко. Обработку кромок под сварку (снятие фасок) обычно
совмещают с операцией вырезки деталей.
.6 Выбор режима сварки
Режимы сварки под флюсом имеют основные и
дополнительные параметры. К основным относят: ток, его род и полярность,
напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные
параметры режима - вылет электродной проволоки, состав и строение флюса
(плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и
свойств свариваемого металла и обычно приводятся в технических условиях на
сварку конкретного изделия и корректируются при сварке опытных образцов. При
отсутствии таких данных режимы подбирают экспериментально. Основным условием
для успешного ведения процесса сварки является поддержание стабильного горения
дуги . Для этого определенной силе сварочного тока должна соответствовать своя
скорость подачи электродной проволоки . Скорость подачи должна повышаться с
увеличением вылета электрода. При его постоянном вылете увеличение скорости
подачи уменьшает напряжение дуги. При использовании легированных проволок,
имеющих повышенное электросопротивление, скорость подачи должна возрастать.
На рис .7 показано влияние изменения основных
параметров сварки на размеры шва. Закономерности относятся к случаю наплавки ,
когда глубина провара ≤0 ,8 толщины основного металла. При большей
глубине провара ухудшение теплоотвода от нижней части шва при водит к резкому
росту провара - вплоть до прожога.
Рисунок 7. Изменение ширины е и выпуклости q шва
и глубины проплавления h в зависимости от параметров режима (а - в) и вылета
электрода (г): Uд - напряжение дуги; Iсв - сварочный ток ; Vсв - скорость
сварки.
Наибольшее влияние на форму и размеры шва
оказывает сварочный ток. При его увеличении (см . рис . 7, а) интенсивно
повышаются глубина проплавления и высота усиления шва, а его ширина в озрастает
незначительно.
Повышение напряжения на дуге увеличивает ширину
сварного шва, глубина проплавления практически не меняется , высота выпуклости
снижается (см. рис. 7, б).
Влияние скорости сварки (см . рис. 7, в) на
глубину проплавления и ширину шва носит сложный характер . Сначала при
увеличении скорости сварки давление дуги в се больше вытесняет жидкий металл,
толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления
возрастает. При дальнейшем увеличении скорости сварки (>20 м/ч) заметно
снижается погонная энергия и глубина проплавления начинает уменьшаться . В о
всех случаях при увеличении скорости свар ки ширина шва уменьшается . При
скорости сварки >70...80 м/ч по обеим сторонам шва возможны несплавления с
кромкой или подрезы. Если необходимо вести сварку на больших скоростях,
применяют специальные методы (сварка трехфазной дугой , двухдуговая и др .).
Диаметр электродной проволоки заметно влияет на форму
и размеры шва, особенно на глубину проплавления. Как видно из табл . 1, при
отсутствии источников, обеспечиваюших необходимый сварочный ток, требуемая
глубина проплавления может быть достигнута при уменьшении диаметра используемой
электродной проволоки.
Таблица 1
|
Глубина
проплавления, мм
|
Диаметр
электродной проволоки, мм
|
Сварочный
ток , А
|
|
3
|
5
4 3 2
|
450
375 300 200
|
|
4
|
5
4 3 2
|
500
425 350 300
|
|
5
|
5
4 3 2
|
550
500 400 350
|
|
6
|
5
4 3 2
|
600
550 500 400
|
|
8
|
5
4 3 2
|
725
675 625 500
|
|
10
|
5
4 3 2
|
925
900 750 600
|
|
12
|
5
4 3 2
|
930
925 875 700
|
Род и полярность тока влияют на глубину провара
. По сравнению с постоянным током прям ой полярности сварка н а постоянном токе
обратной полярности на 40 ...50 %, а на переменном на 25.. .30 % увеличивает
глубину проплавления. Изменение температуры изделия в пределах -60...+350оС
практически не влияет на размеры и форму шва. При подогреве изделия до более
высокой температуры возрастают глубина и особенно ширина шва.
Наклон электрода вдоль шва и положение детали
также отражаются на форме шва. Обычно сварку выполняют вертикально рас
положенным электродом, но в отдельных случаях она может проводиться с наклоном
электрода углом вперед или углом назад . При сварке углом вперед жидкий металл
подтекает под дугу, толщина его прослойки увеличивается , а глубина
проплавления уменьшается. Сварка углом назад уменьшает прослойку, и
проплавление возрастает. Сварка на подъем увеличивает глубину проплавления и
вероятность прожога.
При сварке на спуск металл сварочной ванны,
подтекая под дугу, уменьшает глубину проплавления, поэтому возможно образование
несплавлений и шлаковых включений.
Состав флюса, его насыпная масса также изменяют
форму и размеры шва. При увеличении насыпной массы флюса глубина проплавления
возрастает, ширина шва уменьшается.
.7 Техника сварки конструкции «Двутавровая
балка»
Обычно двутавр собирают из трех листовых
элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто
предусматривают сборочную и сварочную операции для получения листового элемента
требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется
требование полного и надежного проплавления с хорошим формированием усиления и
проплава шва. Поэтому сварка, как правило, производится с двух сторон. Первый
слой целесообразно сваривать на флюсовой подушке. В этом случае требования к
точности сборки менее жестки, чем при сборке под сварку первого слоя на весу.
Схематически устройство флюсовой подушки
показано на рис. 8. Листы 1 укладываются на стеллаж так, чтобы стык
располагался над флюсовой подушкой, представляющей гибкий короб 2, закрепленный
между балками стенда и заполненный флюсом. Прижимами 3 листы плотно прижимаются
к стенду, подачей сжатого воздуха в шланг 4 создается равномерное поджатие
флюса по всей длине стыка. Часто используют флюсомагнитные подушки, в которых
листы к стенду прижимаются магнитами. Для обеспечения высокого качества
выполнения сварного шва на всей его рабочей длине применяются заходная и
выходная планки.
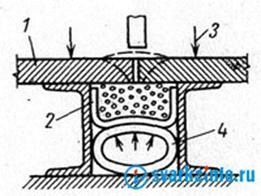
Рис. 8. Схема сварки листов встык на флюсовой
подушке
Сборка балки должна быть достаточно точной;
особое внимание уделяется симметрии расположения и взаимной перпендикулярности
полки и стенки (рис. 9). Сборка на стеллаже с помощью простейших приспособлений
является трудоемкой и может применяться только в единичном производстве.
Использование приспособлений позволяет повысить производительность сборочных
операций на 30-35%.
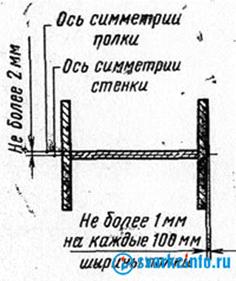
Рис. 9. Допуски на сборку Н-образного сечения
На рис. 10 показан кондуктор с винтовыми
прижимами для сборки двутавровых балок. Основание выполнено в виде жесткой
сварной рамной конструкции, состоящей из продольных и поперечных балок 1 и 3.
Упоры 8 и прижимы 2 установлены на поперечных балках, продольные балки заделаны
в фундамент. Подача длинных и гибких элементов балки в кондуктор осуществляется
мостовым краном сверху с помощью жесткой траверсы со специальными захватами.
Вертикальная стенка укладывается на продольные швеллеры 5 и 7, после чего
устанавливаются полки, и детали плотно прижимаютсядруг к другу винтами 4.
Прихватки обычно становятся только с одной стороны сверху, их размеры и
расположение должны обеспечить жесткость и прочность балки при извлечении из приспособления
краном и переносе к месту сварки.
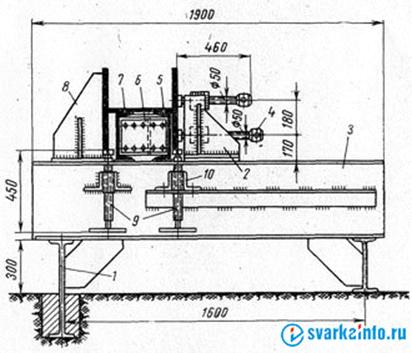
Для обеспечения прямолинейности собираемого
двутавра верхние полки поперечных балок приспособления располагаются в одной плоскости,
а упоры 5 выставляются по прямой линии. Симметрия расположения стенки
относительно полок обеспечивается настройкой поддерживающих винтов 9. Настройку
на определенный типоразмер Н можно выполнять перестановкой прижимов 2, а также
швеллера 5 за счет проставки 6. Для этого в поперечных балках кондуктора
следует предусмотреть ряд отверстий под болты крепления прижимов 2 и гаек 10.
.8 Характеристика возможных дефектов сварки
Каждый производственный процесс предполагает
определенные отклонения от требований технический норм. Если такие отклонения
выходят за пределы установленных допусков для конкретного изделия - это брак,
дефект, который должен быть устранен. Если устранение дефекта невозможно,
изделие не может быть принято к эксплуатации. В сварочном производстве изделием
является правильно сваренное изделие, узел, конструкция. В изделиях,
выполненных сваркой, дефекты различаются по месту их расположения и по причинам
возникновения. Рассмотрим их.
Причины возникновения дефектов - это те,
возникновение которых связано с неправильной подготовкой и сборкой элементов,
нарушением режима сварки, неисправностью оборудования, небрежностью и низкой
квалификацией сварщика и другими нарушениями технологического процесса. К
дефектам этой группы относятся:
· несоответствие швов расчетным
размерам
· непровары
· подрезы
· прожоги
· наплывы
· незаваренные кратеры.
Дефекты по причинам их возникновения связаны с
явлениями, происходящими в процессе кристаллизации и формирования самой
сварочной ванны и окончательного формирования шва. Это и трещины в самом шве и
в околошовной зоне, шлаковые включения, поры.
Дефекты по месту их расположения - это трещины и
поры, выходящие на поверхность металла, непровары, прожоги, подрезы, наплывы -
все они относятся к наружным дефектам и могут быть обнаружены внешним осмотром
(рис.11). К внутренним дефектам относятся те же трещины, непровары, включения и
поры, но находящиеся внутри шва и не выходящие на поверхность. Их обнаруживают
только методами неразрушающего контроля.
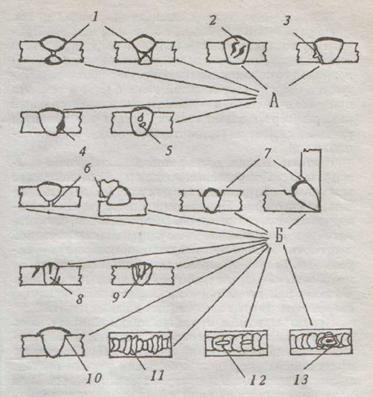
Рис.11. Внутренние (А) и наружные (Б) дефекты
сварных швов.
- непровар; 2- трещины; 3 - несплавления; 4-
шлак; 5- поры;6- непровар; 7- подрезы; 8- трещины; 9- поры; 10- наплыв; II -
шов неравномерной формы; 12 - прожог; 13 - кратер
Следующая разновидность дефекта -
неравномерность шва. Появляется дефект по причине неустойчивого режима сварки,
неточного направления электрода. Если это автоматизированная сварка, то причины
в колебании напряжения в сети, проскальзывание проволоки в подающих роликах,
протекание жидкого металла в зазоры, неправильный угол наклона электрода.
.9 Контроль качества сварки
Обычно по воздействию на материал или изделие
все методы контроля разделяются на две большие группы - разрушающие и
неразрушающие.
К разрушающим относят механические,
металлографические и коррозионные испытания. Механические испытания сварных
соединений и металла шва включают растяжение, изгиб, сплющивание и другие виды
разрушения, которые количественно характеризуют прочность, качество и надежность
соединений. По характеру нагрузки предусматривают статические, динамические и
усталостные испытания. Разрушающие испытания проводят обычно на
образцах-свидетелях и реже - на самих изделиях. Образцы-свидетели сваривают из
того материала и по той же технологии, что и сварные соединения изделий.
Неразрушающие методы используют для проверки
качества швов без их разрушения. При неразрушающих испытаниях, осуществляемых
обычно на самих изделиях, оценивают те или иные физические свойства, косвенно
характеризующие прочность или надежность соединений. Эти свойства, а точнее их
изменение, обычно связаны с наличием дефектов. В связи с этим с помощью данных
методов можно узнать местоположение дефектов, их размер и характер, что
объясняет их обобщенное название - дефектоскопия.
Все неразрушающие методы дефектоскопии
различаются физическими явлениями, положенными в их основу.
Общая схема неразрушающего контроля (рис. 12)
включает:
· объект контроля О;
· излучающий И и приемный П
преобразователи;
· излучатель СИ и приемник СП
сигналов;
· индикаторное устройство ИУ.

Рис. 12. Общая схема неразрушающего контроля
Сигналы от излучателя и приемника поступают на
индикаторное устройство и служат для принятия решения Р о дефектности или
качестве объекта. В настоящее время при контроле сварных соединений и изделий
применяются в той или иной мере все перечисленные методы оценки качества, так
как универсального не существует. Поэтому важен не только правильный выбор
метода контроля, но и их комбинация, сочетание неразрушающих и разрушающих испытаний.
Главными критериями при этом должны быть выявляемость наиболее опасных дефектов
данным методом, стоимость и производительность контроля. Оптимальным будет
такое их сочетание, которое обеспечивает достаточно высокое качество соединений
при минимальных затратах и необходимой производительности контроля.
.
Организационная часть
2.1 Организация рабочего места сварщика
Места проведения сварочных работ разделяют на
постоянные и временные. Постоянные (стационарные) места предназначены для
работ, которые выполняются в специально оборудованных цехах, мастерских и т.д.
Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол
сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении
площадью не менее 3 м2. Лучше всего, если пол бетонный, а стены помещения не
должны отражать сварочные блики, что может представлять опасность для глаз.
Рабочее место сварщика должно располагаться в специальной кабине, примерная
компоновка которой представлена на рис.13.
Постоянным рабочее место закрепленное за рабочим
или бригадой рабочих, оснащенной в соответствии с требованиями определенного
технологического процесса оборудованием, инструментом, приспособлениями и т. д.
При обслуживании рабочего места необходимо
обращать внимание на определенный круг вопросов:
своевременность получения сменных заданий,
нарядов, чертежей;
поддержание оборудования в работоспособном
состоянии;
своевременность и способы доставки на рабочее
место материалов, за готовок, электродов и т. п.;
контроль качества изготовляемой на рабочем месте
продукции;
поддержание на рабочем месте надлежащего
порядка.
Электросварщик обязан выполнять Работы на
специально отведенном постоянном сварочном участке.
В цехах, где имеется небольшое количество
сварочных постов по сварке малых и средних изделий, Работы электросварщик
обязан производить в кабинах с открытым верхом с высотой стенок кабины не менее
2 м, зазором между полом и стенками кабины не менее 50 мм, при сварке с
использованием защитных газов - не менее 300 мм. Этот зазор должен быть
огражден сеткой из негорючего материала с размером ячеек не более 1х1мм.
Электросварщик обязан учитывать, что в процессе
работы на него могут действовать вредные и опасные производственные факторы.
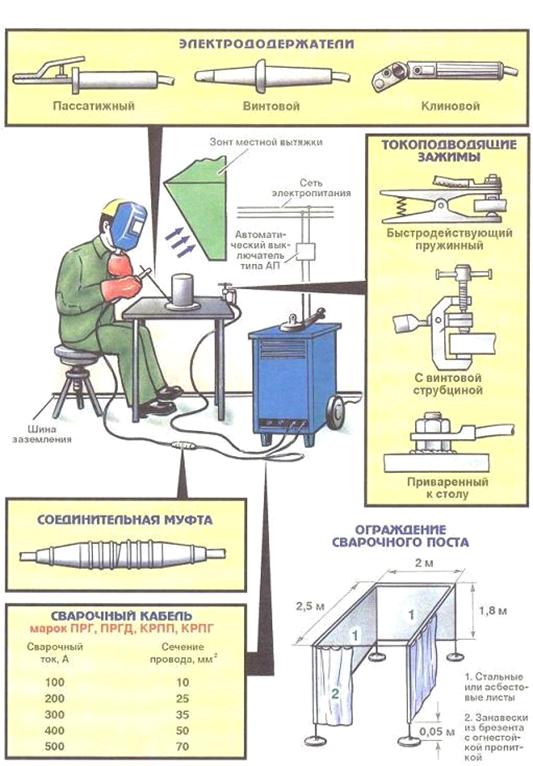
Рис.13 Рабочее место сварщика
Электросварщики обеспечиваются специальной
защитной одеждой, специальной обувью и средствами индивидуальной защиты в
зависимости от характера работ, согласно действующих отраслевых норм.
Электросварщики обязаны использовать средства индивидуальной защиты, а именно:
электросварщики ручной дуговой сварки - костюм
брезентовый, перчатки диэлектрические (дежурные), щиток защитный (маску),
ботинки кожаные, рукавицы брезентовые;
электросварщики полуавтоматической и
автоматической сварки - костюм хлопчатобумажный (далее "х/б"), галоши
диэлектрические, очки защитные, рукавицы брезентовые, перчатки.
Для удаления сварочной пыли и газов должна
устанавливаться вытяжная вентиляция, удаляющая вредные газы и пыль
непосредственно у места их образования.
.2 Техника безопасности при проведении
сварочных работ
балка двутавровый сварка дефект
Нарушение техники безопасности при проведении
сварочных работ нередко приводит к самым печальным последствиям - пожарам,
взрывам и, как следствие, травмам, а то и гибели людей.
Также при сварке возможны следующие травмы:
поражение электрическим током, ожоги от шлака и капель металла, травмы
механического характера.
Для предотвращения всех этих положений важно
неукоснительно соблюдать следующие меры предосторожности.
. Надежная изоляция всех, проводов, связанных с
питанием источника тока и сварочной дуги, наличие геометрически закрытых
включающих устройств, заземление корпусов сварочных аппаратов. Заземлению
подлежат: корпуса источников питания, аппаратного ящика, вспомогательное
электрическое оборудование. Сечение заземляющих проводов должно быть не менее
25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается
только дежурный электромонтер. Сварщикам запрещается производить эти работы.
. Применение в источниках питания автоматических
выключателей высокого напряжения, которые в момент холостого хода разрывают
сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство
электрододержателя с хорошей изоляцией, которая гарантирует, что не будет
случайного контакта токоведущих частей электрододержателя со свариваемым
изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель
<http://www.deltasvar.ru/katalog/%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%B4%D0%B5%D1%80%D0%B6%D0%B0%D1%82%D0%B5%D0%BB%D0%B8>
должен иметь высокую механическую прочность и выдерживать не менее 8000 циклов
зажима электродов.
. Работа в исправной сухой
спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах
обязательно использование резиновых галош и ковриков, источников освещения с
напряжением не свыше 6-12 В.
. При работе на электронно-лучевых
сварочных установках необходимо максимально полная защита от воздействий
жесткого рентгеновского излучения, связанного с горением дуги. Особую опасность
для представляет и световой луч квантовых генераторов (лазеров), так как даже
отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому
лазеры имеют автоматические устройства, предотвращающие такие поражения, однако
лишь при условии строгого соблюдения производственной инструкции
операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки
и маски
<http://www.deltasvar.ru/katalog/%D0%A1%D1%80%D0%B5%D0%B4%D1%81%D1%82%D0%B2%D0%B0-%D0%B7%D0%B0%D1%89%D0%B8%D1%82%D1%8B-%D1%81%D0%B2%D0%B0%D1%80%D1%89%D0%B8%D0%BA%D0%B0>,
снаружи закрывают простым стеклом для предохранения их от брызг расплавленного
металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и т.д. По
форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ
1361-69).
Для ослабления резкого контраста
между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть
окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси
цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на
стены.
При работе вне кабины для защиты
зрения работающих сварщиков и вспомогательных рабочих должны применяться
переносные щиты и ширмы.
Предотвращение опасности поражения
брызгами расплавленного металла и шлака.
Образующиеся при дуговой сварке
брызги расплавленного металла имеют температуру до 1800 градусов Цельсия, при
которой одежда из обычной ткани разрушается. Для защиты от таких брызг обычно
используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани.
Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий
верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в
этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с
влажной, холодной землей и снегом, а также с холодным металлом при наружных
работах и в помещении сварщики должны обеспечиваться теплыми подстилками,
матами, подколенниками и подлокотниками из огнестойких материалов с эластичной
прослойкой.
Предотвращение отравления вредными
газами и аэрозолями, выделяющимися при сварке.
Высокая температура дуги (6000-8000
°С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов
переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха,
конденсируются и превращаются в аэрозоль конденсации, частицы которого по
дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков.
Эти аэрозоли представляют одну из главных профессиональных опасностей труда
сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от
способа сварки и свариваемых материалов, но в известной степени определяется и
типом конструкций. Химический состав электросварочной пыли зависит от способов
сварки <http://www.deltasvar.ru/biblioteka/48-vidy-svarki> и видов
основных и сварочных материалов.
Существуют строгие требования и к
обеспечению вентиляции и очистке воздуха при сварочных работах. Для улавливания
сварочного аэрозоля на стационарных постах (а там, где это возможно, и на
нестационарных) необходимо устанавливать местные отсосы в виде вытяжного шкафа,
вертикальной или наклонной панели равномерного всасывания для стола с
подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на
кондукторах, манипуляторах
<http://www.deltasvar.ru/katalog/%D0%92%D1%80%D0%B0%D1%89%D0%B0%D1%82%D0%B5%D0%BB%D0%B8>
и т. п. местные отсосы необходимо встраивать непосредственно в эти
приспособления. При автоматической сварке под флюсом, в защитных газах, а также
при электрошлаковой сварке применяют устройства с местным отсосом газов.
Заключение
В процессе выполнения дипломной
работы я выяснил, что металлоконструкции, в составе которых присутствует
сварная балка, дают ощутимую экономическую выгоду при возведении различного типа
и направленности сооружений и зданий. Применение сварных балок в каркасных
металлоконструкциях позволяет существенно облегчить элементы таких конструкций,
которые имеют завышенный коэффициент запаса прочности. К тому же, применение
сварных балок позволяет создать экономичные формы опор. А это, в свою очередь
уменьшает массу всей металлоконструкции.
Сварная двутавровая балка также обладает рядом
преимуществ и возможностей, не присущих горячекатанной балке:
• снижение массы и металлоемкости каркаса
возводимого сооружения благодаря возможности подбора оптимального сечения
профиля.
• возможность применения разного типа стали для
стенки и полок
• возможность изготовления несимметричных
сечений
• несущая способность и жесткость сварной балки
превышают возможности прокатных профилей.
Список использованной литературы
1. Сварочные
работы: учебник для нач. проф. Образования /
В.И.
Маслов. - 9-е изд., перераб. и доп. - М.: Издательский центр «Академия», 2012
г.- 288с.
2. Сварочное
дело. Сварка и резка металлов. Г.Г. Чернышов, М., ПрофОбрИздат, 2002 г.
3. Технология
электросварочных и газосварочных работ: учебник для нач. проф. Образования /
В.В.Овчинников - 3-е изд., стер. - М.: Издательский центр «Академия», 2012 г.-
272с.
. Технология
газовой сварки и резки металлов: учебник для нач. проф. Образования /
В.В.Овчинников - М.: Издательский центр «Академия», 2010 г.- 240с.
. Технология
сварки плавлением и термической резки: учебник для нач. проф. Образования /
Г.Г.Чернышов - М.: Издательский центр «Академия», 2011 г.- 240с.