Ликвация в металлургии
1. Что такое ликвация?
Виды ликвации, причины возникновения и способы устранения
ликвация вязкость сплав аустенит
Ликвация (от лат. liquatio -
разжижение, плавление), сегрегация (от позднелат. segregatio - отделение) в
металлургии, неоднородность химического состава сплавов, возникающая при их
кристаллизации. Особое значение имеет ликвация в стали, впервые обнаруженная
русскими металлургами Н.В. Калакуцким и А.С. Лавровым в 1866 году.
Ликвация возникает в результате
того, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной
температуре, а в интервале температур. При этом состав кристаллов, образующихся
в начале затвердевания, может существенно отличаться от состава последних
порций кристаллизующегося маточного раствора. Чем шире температурный интервал
кристаллизации сплава, тем большее развитие получает ликвация, причём
наибольшую склонность к ней проявляют те компоненты сплава, которые наиболее
сильно влияют на ширину интервала кристаллизации (для стали, например, сера,
кислород, фосфор, углерод). Ликвация оказывает, как правило, вредное влияние на
качество металла, т. к. приводит к неравномерности его свойств.
Рис. 1 Ликвационные шарики в сплаве
стали
Различают дендритную ликвацию,
которая проявляется в микрообъёмах сплава, близких к размеру зёрен, и зональную
ликвацию, наблюдаемую во всём объёме слитка. Дендритная ликвация выражается в
том, что оси дендритных кристаллов отличаются по химическому составу от
межосных пространств. Этот вид ликвации может быть в значительной степени
устранён при длительном отжиге металла (так называемая гомогенизация) в
результате диффузии примесей. Зональная ликвация выражается в наличии в слитке
нескольких зон с различным химическим составом, которые в зависимости от характера
отклонений от среднего состава сплава называются зонами положительной или
отрицательной ликвации. Различают осевую и внеосевую ликвацию. Для уменьшения
зональной ликвации ограничивают размеры слитков, а также применяют специальные
металлургические процессы: непрерывную разливку, переплав в водоохлаждаемом
кристаллизаторе (электрошлаковый или вакуумный) и т.п.
2. Дайте определение
ударной вязкости (КСУ). Опишите методы измерения этой характеристики
механических свойств металла
Способность металла сопротивляться
ударному воздействию нагрузки оценивают величиной ударной вязкости, под которой
понимают работу удара, отнесенную к начальной площади поперечного сечения
образца в месте концентратора напряжений. Методы определения ударной вязкости
при комнатной, пониженной и повышенной температурах регламентированы ГОСТ
9454-78 и соответствуют СТ СЭВ 472-77 и СТ СЭВ 473-77. В соответствии с этими
стандартами образец квадратного или прямоугольного сечения с концентраторами
вида U, V и Т (рисунок 1) устанавливают на две опоры маятникового копра с
максимальной энергией удара 0,5; 1,0; 5,0; 10; 15 или 30 кгс•м (ГОСТ 10708-76).
Удар наносят посередине образца со
стороны, противоположной надрезу. За окончательный результат испытания
принимают работу удара или ударную вязкость для образцов с концентраторами
видов U и V и ударную вязкость для образцов с концентратором вида Т
(усталостная трещина, получаемая в вершине начального надреза при циклическом
изгибе образца в одной плоскости). Работу (KU, KV или КТ) разрушения образца
определяют обычно по специальной шкале маятникового копра. После определения
работы разрушения образца вычисляют ударную вязкость KCU (KCV, КСТ): КС= K/S0,
где S0 - площадь поперечного сечения образца в месте надреза, см2.

Рисунок 2 - Образцы для испытаний на
ударную вязкость: а-в-соответственно с концентраторами вида U, V и T
(усталостная трещина)
Работу удара обозначают двумя
буквами (KU, KV или КТ) и цифрами. Первая буква (К) - символ работы удара,
вторая буква (U, V или Т) - вид концентратора. Последующие цифры обозначают
максимальную энергию удара маятника, глубину концентратора и ширину образца.
Цифры не указывают при определении работы удара на копре с максимальной
энергией удара маятника 30 кгс•м, при глубине концентратора 2 мм для
концентраторов видов U и V и 3 мм для концентратора типа Т и ширине образца 10
мм.
Ударную вязкость также обозначают
сочетанием букв и цифр. Первые две буквы КС обозначают символ ударной вязкости,
третья буква - вид концентратора; первая цифра - максимальную энергию удара
маятника, вторая - глубину концентратора и третья - ширину образца. Цифры не
указывают в тех же случаях, что и для работы удара. Применяют 10 типов образцов
с надрезом вида U, А - с надрезом вида V и 6 - с надрезом вида Т.
Для определения ударной вязкости
хрупких материалов (чугунов, сталей с твердостью HRC 55 и выше) допускается
применение призматических образцов с размерами 10х10х55 мм без надреза. Ударную
вязкость, полученную при испытании таких образцов, обозначают символом КС без
индекса.
Для более точной оценки вязкости
материалов иногда ударную вязкость как интегральную характеристику делят на две
составляющие - удельную рабоду зарождения а3 и удельную работу
развития ар трещины: aH = a3 + aр. При
хрупком разрушении работа распространения трещины близка к нулю, а при
полухрупком она снижается пропорционально проценту вязкой составляющей в
изломе, поэтому целесообразно определять ар только при полностью вязком изломе.
Существует несколько методов определения а3 и ар.
Наиболее распространены метод Б.А. Дроздовского (предварительное нанесение на
образец усталостной трещины) и метод А.П. Гуляева (испытание образцов с разными
надрезами и построение зависимости ударной вязкости от радиуса надреза);
экстраполяция прямой до нулевого значения радиуса надреза дает возможность
получить величину ар.
3. Вычертите диаграмму
состояния железо - карбид железа, укажите структурные составляющие во всех
областях диаграммы, опишите превращения и постройте кривую охлаждения (с применением
правила фаз) для сплава, содержащего 3,6% С. Какова структура этого сплава при
комнатной температуре и как сплав называется?
Первичная кристаллизация сплавов
системы железо-углерод начинается по достижении температур, соответствующих
линии ABCD (линии ликвидус), и заканчивается при температурах, образующих линию
AHJECF (линию солидус).
При кристаллизации сплавов по линии
АВ из жидкого раствора выделяются кристаллы твердого раствора углерода в α-железе (δ-раствор). Процесс
кристаллизации сплавов с содержанием углерода до 0,1% заканчивается по линии АН
с образованием α (δ) - твердого раствора. На линии HJB протекает перитектическое
превращение, в результате которого образуется твердый раствор углерода в γ-железе, т.е. аустенит.
Процесс первичной кристаллизации сталей заканчивается по линии AHJE.
При температурах, соответствующих
линии ВС, из жидкого раствора кристаллизуется аустенит. В сплавах, содержащих
от 4,3% до 6,67% углерода, при температурах, соответствующих линии CD, начинают
выделяться кристаллы цементита первичного. Цементит, кристаллизующийся из
жидкой фазы, называется первичным. B точке С при температуре 1147 °С и
концентрации углерода в жидком растворе 4,3% образуется эвтектика, которая
называется ледебуритом. Эвтектическое превращение с образованием ледебурита
можно записать формулой ЖР4,3 Л [А2,14+Ц6,67]. Процесс первичной кристаллизации
чугунов заканчивается по линии ECF образованием ледебурита.
Таким образом, структура чугунов
ниже 1147 °С будет: доэвтектических - аустенит + ледебурит, эвтектических -
ледебурит и заэвтектических - цементит (первичный) + ледебурит.
Превращения, происходящие в твердом
состоянии, называются вторичной кристаллизацией. Они связаны с переходом при
охлаждении γ-железа
в α-железо и распадом
аустенита.
Линия GS соответствует температурам
начала превращения аустенита в феррит. Ниже линии GS сплавы состоят из феррита
и аустенита.
Линия ЕS показывает температуры
начала выделения цементита из аустенита вследствие уменьшения растворимости
углерода в аустените с понижением температуры. Цементит, выделяющийся из
аустенита, называется вторичным цементитом.
В точке S при температуре 727 °С и
концентрации углерода в аустените 0,8% образуется эвтектоидная смесь состоящая
из феррита и цементита, которая называется перлитом. Перлит получается в
результате одновременного выпадения из аустенита частиц феррита и цементита.
Процесс превращения аустенита в перлит можно записать формулой
А0,8→П [Ф0,03+Ц6,67].
Линия PQ показывает на уменьшение
растворимости углерода в феррите при охлаждении и выделении цементита, который
называется третичным цементитом.
Следовательно, сплавы, содержащие
менее 0,008% углерода (точкаQ), являются однофазными и имеют структуру чистого
феррита, а сплавы, содержащие углерод от 0,008 до 0,03% - структуру феррит +
цементит третичный и называются техническим железом.
Доэвтектоидные стали при температуре
ниже 727ºС имеют структуру
феррит+перлит и заэвтектоидные - перлит+цементит вторичный в виде сетки по
границам зерен.
В доэвтектических чугунах в
интервале температур 1147-727ºС при охлаждении из аустенита выделяется цементит вторичный,
вследствие уменьшения растворимости углерода (линия ES). По достижении
температуры 727ºС (линия PSK) аустенит, обедненный углеродом до 0,8% (точка S),
превращаясь в перлит. Таким образом, после окончательного охлаждения структура
доэвтектических чугунов состоит из перлита, цементита вторичного и ледебурита
превращенного (перлит+цементит).
Структура эвтектических чугунов при
температурах ниже 727ºС состоит из ледебурита превращенного. Заэвтектический чугун при
температурах ниже 727ºС состоит из ледебурита превращенного и цементита первичного.
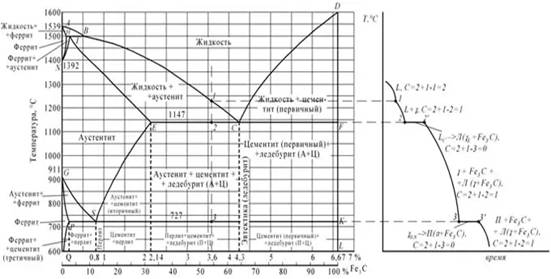
Рисунок 3: а - диаграмма
железо-цементит, б - кривая охлаждения для сплава, содержащего 3,6% углерода; а)
железо-цементит, б - кривая охлаждения для сплава, содержащего 3,6% углерода
Правило фаз устанавливает
зависимость между числом степеней свободы, числом компонентов и числом фаз и
выражается уравнением:
= K + 1 - Ф,
где С - число степеней свободы системы;
К - число компонентов, образующих
систему;
- число внешних факторов (внешним
фактором считаем только температуру, так как давление за исключением очень
высокого мало влияет на фазовое равновесие сплавов в твердом и жидком
состояниях);
Ф - число фаз, находящихся в
равновесии.
Сплав железа с углеродом, содержащий
3,6% С, называется доэвтектическим чугуном. Его структура при комнатной
температуре - перлит + цементит + ледебурит.
4. Вычертите диаграмму
изотермического превращения аустенита для стали У8, нанесите на нее кривую
режима изотермической обработки, обеспечивающий получение твердости 45…50 ИКС.
Укажите, как этот режим называется, опишите сущность превращений и какая
структура получается в данном случае
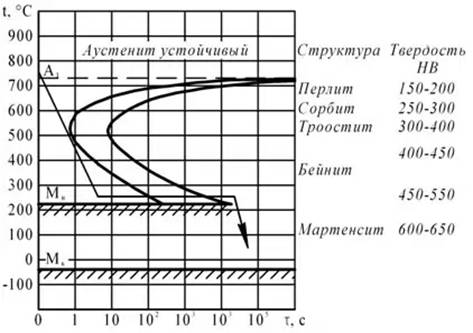
Рисунок 4 - Диаграмма
изотермического превращения аустенита стали У8
Изотермической обработкой,
необходимой для получения твердости 45…50 ИКС, является изотермическая закалка.
При изотермической закалке сталь У8 нагревают до температуры на 30-50 °С выше
точки Ас1 (Ас1 = 730 °С) и после выдержки охлаждают до
температуры 250-350 °С, что несколько превышает температуру начала
мартенситного превращения. Выдержка деталей в закалочной среде должна быть
достаточной для полного превращения аустенита в нижний бейнит, имеющий
твердость 45…50 ИКС. Нижний бейнит представляет собой структуру, состоящая из α-твердого раствора,
претерпевшего мартенситное превращение и несколько пересыщенного углеродом, и
частиц карбидов. В качестве охлаждающей среды при изотермической закалке
применяют расплавленные соли или расплавленные щелочи.
5. Как изменяется
температура и свойства стали 40 и У12 в результате закалки от температуры 750̊С
и 850̊С. Объясните с применением диаграммы состояние железо-цементит.
Выберите оптимальный режим нагрева под закалку каждой стали
Исходная структура
среднеуглеродистой конструкционной стали 40 до нагрева под закалку - перлит +
феррит.
Критические точки для стали 40: АС1=730ºС, АС3=790ºС.
При нагреве до 700ºС в стали 40 не
происходят аллотропические превращения и мы имеем ту же структуру - перлит +
феррит, быстро охлаждая (т. к. закалка), имеем также после охлаждения перлит +
феррит с теми же механическими свойствами (примерно), что и в исходном
состоянии до нагрева под закалку. Например, после нормализации: σТ=36 кгс/мм2, σВ=61 кгс/мм2, δ=16%, ψ=40%, НВ≈180.
Если доэвтектоидную сталь нагреть
выше Ас1, но ниже Ас3, то в ее структуре после закалки
наряду с мартенситом будут участки феррита. Присутствие феррита как мягкой
составляющей снижает твердость стали после закалки. При нагреве до температуры
750 °С (ниже точки Ас3) структура стали 40 - аустенит + феррит,
после охлаждения со скоростью выше критической структура стали - мартенсит +
феррит.
Доэвтектоидные стали для закалки
следует нагревать до температуры на 30-50 °С выше Ас3. температура
нагрева стали под закалку, таким образом, составляет 820-840 °С. Структура
стали 40 при температуре нагрева под закалку - аустенит, после охлаждения со
скоростью выше критической - мартенсит.
Нагрев и выдержка стали 40 при
температуре выше 850ºС приводит к росту зерна и ухудшению механических свойств стали
после термической обработки. Крупнозернистая структура вызывает повышенную
хрупкость стали.
Исходная структура
высокоуглеродистой инструментальной стали У12 до нагрева под закалку - перлит +
карбиды.
Критические точки для стали У12: АС1=730ºС, АС3=820ºС.
При нагреве до 700ºС в стали У12 не
происходят аллотропические превращения и мы имеем ту же структуру - перлит +
карбиды, быстро охлаждая (т. к. закалка), имеем также после охлаждения перлит +
карбиды с теми же механическими свойствами (примерно), что и в исходном
состоянии до нагрева под закалку.
Оптимальный режим нагрева под
закалку для заэвтектоидных сталей (%С>0,8%) составляет АС1+(30÷50º), т.е.
для У12 - 760-780ºС. При этом после закалки имеем мелкое зерно, обеспечивающее
наилучшие механические свойства стали У12.
Нагрев и выдержка стали У12 при
температуре 850ºС перед закалкой приводит к росту зерна и ухудшению механических
свойств стали после термической обработки.
6. Выберите марку чугуна
для изготовления ответственных деталей машин (коленчатые валы, шатуны и т.д.)
Укажите состав, обработку, структуру и основные механические свойства деталей
из этого чугуна
Коленчатый вал - деталь (или узел
деталей в случае составного вала) сложной формы, имеющая шейки для крепления
шатунов, от которых воспринимает усилия и преобразует их в крутящий момент.
Составная часть кривошипно-шатунного механизма (КШМ).
Основные элементы коленчатого вала
Коренная шейка - опора вала, лежащая
в коренном подшипнике, размещённом в картере двигателя.
Шатунная шейка - опора, при помощи
которой вал связывается с шатунами (для смазки шатунных подшипников имеются
масляные каналы).
Щёки - связывают коренные и шатунные
шейки.
Передняя выходная часть вала (носок)
- часть вала на которой крепится зубчатое колесо или шкив отбора мощности для
привода газораспределительного механизма (ГРМ) и различных вспомогательных
узлов, систем и агрегатов.
Задняя выходная часть вала
(хвостовик) - часть вала соединяющаяся с маховиком или массивной шестернёй
отбора основной части мощности.
Противовесы - обеспечивают разгрузку
коренных подшипников от центробежных сил инерции первого порядка
неуравновешенных масс кривошипа и нижней части шатуна.
Материал и способы получения
заготовок для коленчатых валов.
Заготовки стальных коленчатых валов
средних размеров в крупносерийном и массовом производстве изготовляют ковкой в
закрытых штампах на молотах или прессах при этом процесс получения заготовки
проходит несколько операций. После предварительной и окончательной ковки
коленчатого вала в штампах производят обрезку облоя на обрезном прессе и
горячую правку в штампе под молотом.
В связи с высокими требованиями
механической прочности вала большое значение имеет расположение волокон
материала при получении заготовки во избежание их перерезания при последующей
механической обработке. Для этого применяют штампы со специальными гибочными
ручьями. После штамповки перед механической обработкой, заготовки валов
подвергают термической обработке - нормализация - и затем очистке от окалины
травлением или обработкой на дробеметной машине.
Литые заготовки коленчатых валов
изготовляют обычно из высокопрочного чугуна, модифицированного магнием.
Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению
со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент
использования металла. В литых заготовках можно получить ряд внутренних
полостей при отливке.
Припуск на обработку шеек чугунных
валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам
точности. Меньшее колебание припуска и меньшая начальная неуравновешенность
благоприятно сказываются на эксплуатации инструмента и «оборудования» особенно
в автоматизированном производстве.
Для изготовления ответственных
деталей машин выбираем марку чугуна ВЧ 50 - 1,5.
Химический состав материала: С не
менее 3,2%; Mn=0,30…0,80%; Si=2,6…3,0%; Р не более 0,12%; S не более 0,02%; Cr
не более 0,15%; Mg=0,04.. 0,08%.
Механические свойства отливок из
чугуна ВЧ 50 - 1,5. Это высокопрочный чугун с твердостью по Бринеллю НВ:
187-255 кг/мм.
Особенностью высокопрочного чугуна
является шаровидная форма включений графита, относительно равномерно
рассредоточенного в структуре. Такие образования графита в наименьшей степени
ослабляют сечение отливки, придавая ей высокую прочность. Шаровидную форму
графит приобретает в результате обработки расплава чугуна такими
модификаторами, как магний, церий и др.
Высокопрочный чугун имеет перлитную,
перлитно-ферритную, ферритную и другие структуры, придающие ему различные
свойства (рис. 5).
Рис. 5 Микроструктуры: высокопрочный
чугун на ферритной (а) и феррито-перлитной (б) основе
Так, перлитная структура чугуна
обладает высокими показателями предела прочности при растяжении, но
сравнительно низкими по удлинению; ферритная структура чугуна имеет высокие
показатели относительного удлинения и несколько пониженные по пределу прочности
при растяжении.
Повышенные механические свойства
чугуна (табл. 1) с шаровидным графитом позволяют использовать его для
изготовления изделий ответственного назначения: рабочих деталей насосов
высокого давления, деталей турбин, работающих в условиях ударных и
знакопеременных нагрузок, клапанов, шатунов, прокатных валков и др. Температура
плавления высокопрочного чугуна-1150-1200° С.
Таблица 1. Высокопрочные чугуны
(ГОСТ 7293-70)
|
Чугун
|
Предел прочности при растяжении, кгс/мм2
|
Относительное удлинение, %
|
Ударная вязкость, кг*см/см2
|
Твердость НВ
|
|
ВЧ 50-1,5
|
50
|
1,5
|
2,0
|
187-255
|
Имеется возможность обработки
деталей из этого чугуна резанием (точение, шлифование), обработка давлением
исключена, свариваемость материала удовлетворительная.
7. Для изготовления
измерительного инструмента выбрана сталь ХВГ. Укажите состав, назначьте и
обоснуйте режим термической обработки, объясните влияние легирование на превращения,
происходящие при термической обработки данной стали. Опишите структуру и
свойства инструмента в готовом виде
Сталь ХВГ - это инструментальная
легированная сталь. Применение: сталь XBГ применяется для изготовления
измерительного и режущего инструмента, для которого повышенное коробление при
закалке недопустимо. Инструментальная сталь ХBГ применяется для изготовления
измерительного и режущего инструмента, калибров резьбовых, протяжек, метчиков
длинных, разверток длинных и других видов специального инструмента,
холодновысадочные матрицы и пуансоны, технологическая оснастка. шпиндели,
бандажи, пружинные кольца амортизаторов, замочные шайбы и многие другие
элементы, к которым предъявляют жесткие требования высокой прочности и
износоустойчивости.
Табл. 2. Химический состав в%
материала ХВГ
|
Химический элемент
|
%
|
|
Кремний (Si)
|
0.1 - 0.4
|
|
Марганец (Mn)
|
0.8 - 1.1
|
|
Медь (Cu)
|
до 0.3
|
|
Никель (Ni)
|
до 0.35
|
|
Сера (S)
|
до 0.03
|
|
Углерод (C)
|
0.9 - 1.05
|
|
Хром (Cr)
|
0.9 - 1.2
|
|
Фосфор (P)
|
до 0.03
|
|
Молибден (Мо)
|
до 0.3
|
|
Вольфрам (W)
|
1.2 - 1.6
|
Инструментальная сталь XBГ
применяется для изготовления измерительного и режущего инструмента, калибров
резьбовых, протяжек, метчиков длинных, разверток длинных и других видов
специального инструмента, холодновысадочные матрицы и пуансоны, технологическая
оснастка. Режущая часть таких инструментов при работе подвергается истиранию,
тепловым воздействиям и силовым нагрузкам, осуществляя непрерывное
деформирование срезаемого слоя. Эти очень тяжелые условия работы определяют
требования к материалам режущей части. Пригодность подобных материалов
определяется их твердостью, теплостойкостью, механической прочностью,
износостойкостью, технологичностью и стоимостью. Понятно, что внедрение одного
материалу (клина) в другой (заготовку) возможно лишь при преобладающей
твердости первого. Алмаз и кубический нитрид бора имеют наиболее высокую
твердость, а твердые сплавы и минералокерамика значительно тверже закаленных
инструментальных сталей. Твердость большинства конструкционных материалов ниже
твердости соответствующего инструмента. Однако под воздействием высокой
температуры при резании твердость многих материалов снижается и, в частности,
твердость инструмента может оказаться недостаточной для осуществления резания.
Свойство материала сохранять необходимую твердость при высокой температуре
называется теплостойкостью, которая характеризуется критической температурой.
Инструмент с температурой выше критической эффективно работать не будет.
Очевидно, что эта температура определяет допустимую скорость резания.
Легирующие элементы вводятся для
увеличения закаливаемости, прокаливаемости, уменьшения деформаций и опасности
растрескивания инструментов. Хром - постоянный элемент низколегированных
сталей. Для улучшения свойств в них дополнительно вводят марганец (1 - 2%),
кремний (1-1.5%), вольфрам (1-5%). Сталь ХВГ, характеризуется малой деформацией
при закалке. В соответствии с ГОСТ 5950-73 низколегированная сталь ХВГ
подвергается следующей термической обработке:
. Отжиг при t = 770 - 790 C с печью
со скоростью 30 С/ч
. Закалка при t = 830 С, масло
. Отпуск при t = 180 C, воздух.
Для данной стали такие механической
свойства, как условный предел текучести, предел прочности, относительное
удлинение и относительное сужение не определяются.
По структуре ХВГ - заэвтектоидная
сталь перлитного класса. Она подвергается неполной закалке от температуры
несколько выше точки А, и низкому отпуску. Структура мартенсита и избыточных
карбидов (легированный цементит) обеспечивает ей твёрдость (HRC 62 - 69) и
высокую износостойкость. Однако из-за низкой теплостойкости низколегированные
стали имеют практически одинаковые с углеродистыми сталями эксплуатационные
свойства. В отличие от углеродистых они меньше склонны к перегреву и позволяют
изготовлять инструменты больших размеров и более сложной формы, однако
применяются для инструментов, работающих при небольших скоростях резания, не
вызывающих нагрева свыше 200 - 260 С. Деформация при закалке у стали ХВГ мала.
В состав данной стали входят такие легирующие элементы, как марганец, кремний и
вольфрам. Марганец (1-2%) обеспечивает минимальное изменение размеров
инструмента при закалке. Интенсивно снижая интервал температур мартенситного
превращения, он способствует сохранению в структуре повышенного количества
остаточного аустенита (15-20%), который частично или полностью компенсирует
увеличение объёма в результате образования мартенсита. Кремний (1-1.5%)
несколько повышает сопротивление отпуску и способствует образованию легко
отделяющейся окалины. Вольфрам (1-5%) повышает износостойкость.
Структура и свойства инструмента в
готовом виде
Измерительный инструмент обладает
высокой твердостью, износостойкостью, небольшим коэффициентом теплового
расширения и сохраняет постоянство размеров и формы в течение длительного срока
службы.
Список источников
1. Барташевич А.А., Бахар Л.М. Материаловедение / Серия «учебники,
учебные пособия». - Ростов - н / Д.:Феникс, 2004. - 352 с.
. Зуев В.М. Термическая обработка металлов: учеб. для проф. учеб.
заведений. - 5 - е изд., стер. - М.: Высшая школа; Издательский центр
«Академия», 2001. - 208 с.
. Козлов Ю.С. Материаловедение: учеб. пособие / Ю.С. Козлов. - М.:
«АГАР», 2000. - 180 с.
. Колесов С.Н. Материаловедение и технология конструкционных
материалов: учеб. пособие для вузов / С.Н. Колесов, И.С. Колесов. - М.: Выш.
шк., 2004. - 519 с.
. Лупачев В.Г. Материаловедение для сварщиков: учеб. пособие /
В.Г. Лупачев. - М.: УП «Технопринт», 2002. - 312 с.
. Материаловедение. - М.: Кала - Пресс, 2002. - 136 с.
. Основы термической обработки стали: учеб. пособие / М.А. Смирнов
(и др.). - М.: «Наука и технологии», 2002. - 519 с.
. Рогачев Л.В. Материаловедение: учеб. и учеб. пособие для
среднего профессионального образования. - М.: Колос - Пресс, 2002. - 136 с.
. Энциклопедический справочник термиста - технолога: В 3 т. / С.Б.
Масленков (и др.), под общ. ред. С.Б. Масленкова. М.: наука и технологии, 2003.
- 392 с.