|
Способ
восстановления
|
Минимальный
односторонний припуск  , мм , мм
|
|
Ручная
электродуговая наплавка
|
1,4…1,7
|
|
Наплавка
под слоем флюса
|
0,8…1,1
|
|
Вибродуговая
наплавка
|
0,6…0,8
|
|
Наплавка
в среде углекислого газа
|
0,6…0,8
|
|
Плазменная
наплавка
|
0,4…0,6
|
|
Аргонно-дуговая
наплавка
|
0,4…0,6
|
|
Электроконтактная
наплавка
|
0,2…0,5
|
|
Газотермическое
напыление
|
0,2…0,5
|
|
Осталивание
|
0,1…0,20
|
|
Хромирование
|
0,05…0,1
|
Наплавка проволоками Св-08А, НВ-30, НП-40,
НП-60, НП-30ХГСА под слоем плавленых флюсов (АН-348А, ОСЦ-45) обеспечивает
твердость НВ 187-300. Использование керамических флюсов (АНК-18, ШСН) с
указанными проволоками позволяет повысить твердость до HRC 40-55 (без
термообработки).
где  -
основное время, определяется по следующей формуле:
-
основное время, определяется по следующей формуле:
 , (8)
, (8)

где l - длина направляемой поверхности детали,
мм; - количество наплавляемых деталей в партии, шт. (в учебных целях можно
принять 7-22 шт.);=10
 - вспомогательное
время наплавки (в учебных целях для механизированных способов наплавки
принимается равным 2- 4 минпз=16
- вспомогательное
время наплавки (в учебных целях для механизированных способов наплавки
принимается равным 2- 4 минпз=16
 - дополнительное
время, определяется по следующей формуле:
- дополнительное
время, определяется по следующей формуле:
 , (9)
, (9)

где К=10 - 14 % - коэффициент, учитывающий долю
дополнительного времени от основного и вспомогательного;
 - принимается (в
учебных целях) равным 16 - 20 мин.
- принимается (в
учебных целях) равным 16 - 20 мин.
Норма времени на выполнение наплавочных работ
под слоем флюса и другими механизированными способами наплавки  складывается
из следующих элементов затрат времени:
складывается
из следующих элементов затрат времени:
 , (10)
, (10)


Рис. 1
|
Штучно-калькуляционное
время Тшт.к, мин
|
Скорость
подачи проволоки Vпр, мм
|
Толщина
слоя наплавки h, мм
|
Скорость
наплавки Vн, м/мин
|
Частота
вращения детали  , мин-1 , мин-1
|
|
4
|
35,4
|
1,6
|
46,9
|
3,31
|
2.2 Расчет режимов резания и норм
времени при точении
При гладком точении производят черновую и
чистовую обработку заготовки.
При черновой обработке поверхности назначаем
наибольшую глубину резания tчер, мм, чтобы по возможности снять припуск за один
проход i, поэтому принимаем tчер.=2 мм, i = 1.
При чистовой обработки заготовки для заданного
ее диаметра припуск составляет не более 1,5мм и снимается за один проход. Для
наших условий принимаем глубину резания tчист=0,6 мм, i = 1.
Подача режущего инструмента выбирается в
зависимости от глубины резания, требуемой чистоты и точности обработки,
диаметра детали. Принимаем для наших условий при черновом точении Sчерн = 0,6
мм/об, чистовом Sчист = 0,07 мм/об.
Исходные данные: длина обрабатываемой поверхности
l=20 мм, наибольший диаметр d=75 мм. Для чернового и чистового точения выбираем
токарный проходной упорный отогнутый резец с углом в плане 90°, с пластинами из
твердого сплава ГОСТ 18879-83.
Определяем скорость резания v, м/мин, по
формуле:
 , (11)
, (11)
где СU- поправочный коэффициент; СU=350;
Т - среднее значение стойкости инструмента, мин;
T=60 мин; - показатель степени; M=0,2;показатель степени; X=0,15;показатель
степени; Y=0,35; - поправочный коэффициент. Kv =0,41.
Для черновой:

Для чистовой:

 (12)
(12)
где Сp - постоянная резания; Ср=300;- показатель
степени; X=1,0;- показатель степени; Y=0,75; - показатель степени; N= -0,15; -
поправочный коэффициент. kp =0,87.
Для черновой:


Для чистовой:


Определяем потребную мощность станка Nп, кВт:
 , (13)
, (13)
 кВт.
кВт.
Выбираем станок 1Б240П-4А  =1,3 кВт
=1,3 кВт
Так как станок с бесступенчатым регулированием
частоты вращения шпинделя, то оставляем полученные скорости без коррекции.
Определяем частоту вращения для выбранных
скоростей резания n, об/мин:
 , (14)
, (14)
где D - диаметр обрабатываемой поверхности, мм.
Для черновой:

Для чистовой:

Основное время операции То, мин, определяется по
формуле:
 , (15)
, (15)
где L - расчетная длина обрабатываемой
поверхности, мм;
для черновой обработки L=20 мм, для чистовой
обработки L1=18 мм; - число проходов;- частота вращения, об/мин;- подача,
мм/об.
Для черновой обработки:

Для чистовой обработки:
 мин.
мин.
Вспомогательное время для чернового точения
Тв=0,78 мин, для чистового Тв=0,78 мин.
Дополнительное время Тдоп, мин, определяется по
формуле:
 , (16)
, (16)
Для черновой:
Тдоп=(16+0,78)∙0,08= 1,3мин.
Для чистовой:
Тдоп=(25+0,78)∙0,08=2,0 мин.
Штучно-калькуляционное время Тшт.к, мин,
определяется по формуле:
 , (17)
, (17)
где  -
подготовительно - заключительное время, мин; =10
-
подготовительно - заключительное время, мин; =10
Для чернового точения:
деталь точение шлифование наплавка
Тшт.к=16+0,78+1,3+0,033=18,1 мин.
Для чистового точения:
Тшт.к=25+0,78+2+0,033=27,8 мин.

Рис. 2
|
Режим
точения
|
Подача
S, мм
|
Глубина
точения t, мм
|
Скорость
точения v, м/мин
|
Мощность
точения N, кВт
|
|
Черновое
|
0,6
|
2
|
1,5
|
0,4
|
|
Чистовое
|
0,07
|
0,6
|
2,3
|
0,4
|
2.3 Расчет режимов резания и нормы
времени при шлифовании
Глубина фрезерования, t=9 мм;
Подача, S=0,5 мм/об;
Скорость резания vp, м/мин определяется по
формуле:
 , (18)
, (18)
где Сv - поправочный коэффициент; Cv=12;-
диаметр фрезы, мм; D=60 мм- среднее значение стойкости фрезы, 90 мин;
В - ширина паза, мм; В=7 мм;- число зубьев;
z=3;- показатель степени; q=0,3;- показатель степени; m=0,26;- показатель
степени; x=0,3;- показатель степени; y=0,25;- показатель степени; u=0;-
показатель степени. p=0.
 = 0,41
= 0,41

Для фрезерования паза используем дисковую
пазовую фрезу ГОСТ 3964-69 диаметром 60 мм.
 , (19)
, (19)
где Ср - коэффициент; Ср=12,5;
В - ширина паза, мм; В=7- диаметр фрезы, мм;
D=60
Кмр - поправочный коэффициент; Кмр =0,016;-
показатель степени; x=0,85;- показатель степени; y=0,75;- показатель степени;
u=0;- показатель степени; q=0,73;- показатель степени. w= -0,13.= 9

Эффективная мощность N эф, кВт, будет
определяться по формуле:
 , (20)
, (20)
где v - скорость резания, м/мин.

Основное время определяем по формуле:
 (21)
(21)

Вспомогательное время, Тв=0,64 мин.
Дополнительное время находим по формуле:
 , (22)
, (22)

Большое значение при фрезеровании имеют затраты
подготовительно-заключительного времени, связанные с использованием различных
приспособлений или особой настройки оборудования. В зависимости от характера
установки заготовки и ее веса Тп.з=10 мин.
Штучно-калькуляционное время определяем по
формуле:
Тш.к=То+Тв+Тдоп+ (23)
Тшт.к=0,47+0,64+0,08+1=2,19 мин.
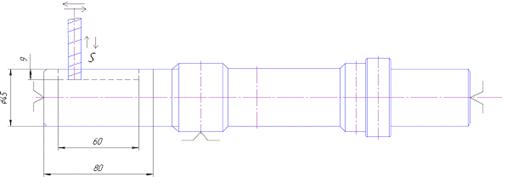
Рис. 3
|
Скорость
фрезеровании V, м/мин
|
Окружная
сила Рz, кН
|
Подача
S, мм
|
Глубина
фрезеровании t, мм
|
Мощность
фрезеровании N, кВт
|
|
3,2
|
1,56
|
0,5
|
9
|
0,08
|
Суммарное время всех операций:

Заключение
Данный курсовой проект содержит расчеты
процессов для обработки детали, который включает в себя расчеты времени,
частоты вращений детали.
При обработке своей детали, можно существенно
сократить время обработки и увеличить объем обработанных деталей.
Тем самым существенно повысится
производительность деталей.
В курсовом проекте я научился определять:
Общее время для обрабатываемой детали
Скорость наплавки, точения, фрезерования
Частоту вращения
Глубину точения, фрезерования
Силу резания
Толщину слоя наплавки
Потребление мощности станка
Штучно-калькуляционное время для обрабатываемой
детали
Определение суммарного времени для всех операций
Список используемой литературы
1.
Анурьев В.И. <http://94.137.50.102/Scripts/irbis64r_81/cgiirbis_64.exe?Z21ID=199918571312518157535505633&I21DBN=IBIS&P21DBN=IBIS&S21STN=1&S21REF=10&S21FMT=fullw&C21COM=S&S21CNR=20&S21P01=3&S21P02=0&S21P03=A=&S21COLORTERMS=0&S21STR=%D0%90%D0%BD%D1%83%D1%80%D1%8C%D0%B5%D0%B2%20%D0%92%2E%20%D0%98%2E>
Справочник конструктора-машиностроителя [Текст]: в 3 т. / В.И. Анурьев. - М.:
Машиностроение, 2001 -. - ISBN 5-217-02962-5.
.
Перечень ГОСТов: с. 841-847. Предм. указ.: с. 848-858.
.
Тарабасов Н.Д. <http://94.137.50.102/Scripts/irbis64r_81/cgiirbis_64.exe?Z21ID=199918571312518157535505633&I21DBN=IBIS&P21DBN=IBIS&S21STN=1&S21REF=10&S21FMT=fullw&C21COM=S&S21CNR=20&S21P01=3&S21P02=0&S21P03=A=&S21COLORTERMS=0&S21STR=%D0%A2%D0%B0%D1%80%D0%B0%D0%B1%D0%B0%D1%81%D0%BE%D0%B2%20%D0%9D%2E%20%D0%94%2E>
<http://94.137.50.102/Scripts/irbis64r_81/cgiirbis_64.exe?Z21ID=199918571312518157535505633&I21DBN=IBIS&P21DBN=IBIS&S21STN=1&S21REF=10&S21FMT=fullw&C21COM=S&S21CNR=20&S21P01=0&S21P02=0&S21P03=M=&S21COLORTERMS=0&S21STR=>Проектирование
деталей и узлов машиностроительных конструкций [Текст]: справочник / Н.Д.
Тарабасов, П.Н. Учаев. - М.: Машиностроение, 1983. - 240 c.
.
Чекмарев, А.А.
<http://94.137.50.102/Scripts/irbis64r_81/cgiirbis_64.exe?Z21ID=199918571312518157535505633&I21DBN=IBIS&P21DBN=IBIS&S21STN=1&S21REF=10&S21FMT=fullw&C21COM=S&S21CNR=20&S21P01=3&S21P02=0&S21P03=A=&S21COLORTERMS=0&S21STR=%D0%A7%D0%B5%D0%BA%D0%BC%D0%B0%D1%80%D0%B5%D0%B2%20%D0%90%2E%20%D0%90%2E>
<http://94.137.50.102/Scripts/irbis64r_81/cgiirbis_64.exe?Z21ID=199918571312518157535505633&I21DBN=IBIS&P21DBN=IBIS&S21STN=1&S21REF=10&S21FMT=fullw&C21COM=S&S21CNR=20&S21P01=0&S21P02=0&S21P03=M=&S21COLORTERMS=0&S21STR=>Справочник
по машиностроительному черчению [Текст]: справ. пособие для вузов и техникумов
/ А.А. Чекмарев, В.К. Осипов. - 2- изд., перераб. - М.: Высшая школа, 2001. -
495 c.
.
Перечень стандартов: с. 471-488. Библиогр.: с. 489.