Теорія і технологія розливки електросталі та спеціальних сплавів
МІНІСТЕРСТВО
ОСВІТИ ТА НАУКИ УКРАЇНИ
НІКОПОЛЬСЬКИЙ
ФАКУЛЬТЕТ
НАЦІОНАЛЬНА
МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ
ЛАБОРАТОРНА РОБОТА №2
З
ДИСЦИПЛІНИ «ТЕОРІЯ І ТЕХНОЛОГІЯ РОЗЛИВКИ ЕЛЕКТРОСТАЛІ ТА СПЕЦІАЛЬНИХ
СПЛАВІВ»
Викладач: кандидат технічних наук,
доцент
О.В. Жаданос
Виконав: ст.гр. ЕМН-07 Стрібіжев Артур
Нікополь
2010р.
Лабораторна робота №1 (Модуль 1): Моделювання
структуроутворення зон злитку спокійної сталі (2 години)
1.
Мета
роботи
·
Вивчити і
описати процес утворення зон структурної неоднорідності сталевого злитку;
·
Визначити
швидкість твердіння різних шарів злитку, що кристалізується, її вплив на
розвиток структурної неоднорідності;
·
Оцінити
вплив технологічних факторів на швидкість кристалізації і структурну неоднорідність;
·
Скласти
звіт по роботі.
2.
Стислі
теоретичні відомості
2.1 Загальні положення
Перехід сплаву з рідкого стану в твердий супроводжується
двома наступними процесами кристалізацією та твердінням.
Кристалізацією називається утворення з розплаву
окремих кристалів і кристалічних зон злитку.
Твердінням називається процес, що пов’язаний з
динамікою збільшення кількості твердої фази і зменшення об’єму рідкої фази в
різних частинах злитку.
Первинна кристалізація для злитків визначає їх механічні та
спеціальні властивості, а дефекти, що виникають при кристалізації сплавів,
практично невиправні.
Незважаючи на те, що розповсюджена думка про те, що дефекти
литої структури усуваються в процесі наступної обробки тиском, такі види їх, як
тріщини, усадкові раковини, макроліквація та ін., переносяться на готові вироби
і багато в чому визначають його властивості.
Однією з основних задач, що стоять перед металургами є пошук
способів управління розмірами та формою литого зерна з метою отримання
однорідної мілкозернистої литої структури.
Оскільки спостерігання картини затвердіння металу
безпосередньо у виливниці вельми ускладнено, використовується низка непрямих
методів вивчення процесу кристалізації.
Найголовнішими з них є:
-
Дослідження
структури і хімічного складу металу злитків;
-
Використання
радіоактивних ізотопів;
-
Математичне
моделювання;
-
Вивчення
процесів кристалізації і затвердіння на холодних моделях.
Жоден з цих методів не є універсальним, кожен з них описує
одну або декілька сторін складної фізико-хімічної, гідродинамічної і
теплотехнічної обстановки процесів, що досліджуються і розширює наші уяви щодо
загальної картини кристалізації сталевого злитку.
Спостерігання за ходом цього процесу на прозорих моделях
дозволяє уточнити низку положень, що стосуються формування різних кристалічних
зон у злитках спокійної сталі, механізму утворення усадкової раковини і
дефектів усадкового походження, визначення низки кількісних характеристик
швидкості процесу кристалізації та ін.
сталь розливка установка
2.2
Будова
злитку спокійної сталі
Структура злитку спокійної сталі характеризується наявністю
наступних зон:
1 – поверхневий шар мілких кристалів; 2 – зона стовбчастих
кристалів; 3 - внутрішня зона кристалів, що різно орієнтовані; 4
– конус мілких неорієнтованих кристалів знизу злитка, так званий “конус
осадження”; 5 – “міст” щільного металу в верхній частині злитку з гарно
деформованих крупних неорієнтованих кристалів; 6 – зона усадкової
раковини і зона усадкової пористості.
Одним з основних факторів, що визначають утворення литої
структури злитку, є швидкість кристалізації.
Злиток, що відливається у виливницю, характеризується тим, що
основна частина його тіла кристалізується при раціональному відведенні тепла до
стінок виливниці. Вертикальна складова швидкості кристалізації на відміну від
кристалізації заготівки МБЛЗ при цьому практично відсутня. Точка на фронті
кристалізації рухається нормально до поверхні охолодження і вектор її швидкості
по одиниці та напряму співпадає з вектором швидкості стовщення твердої корочки
в даному перерізі злитку.
Кристалізація сталі при відливанні злитків відбувається в
умовах інтенсивного теплообміну між металом, що твердіє і корпусом виливниці.
Під час наповнення виливниці рідкою сталлю на межі контакту розплаву з
металевою поверхнею утворюється кірка, через яку передається основна кількість
тепла масивній формі від злитка, що формується. Тепловий потік, що визначає
умови і швидкість охолодження злитка, залежить від різниці температур кірки, що
утворилася, і стінки виливниці, а також від коефіцієнта тепловіддачі в зазорі
між злитком і виливницею, причому теплопередача через вказаний зазор може
відбуватися за допомогою випромінювання і теплопровідності. Опісля декількох
хвилин після початку кристалізації металу цей зазор різко збільшується, що
пов'язане з одночасним розширенням виливниці, що нагрівається, і деяким
зменшенням лінійних розмірів злитка, що охолоджується. Після усадки і відходу
злитка від внутрішньої поверхні стінок виливниць основна доля тепла передається їй випромінюванням. Первинно
це тепло поглинається масивним корпусом виливниці. Процес нагріву її стінок на
всю товщину залежно від маси і розмірів злитка, що відливається триває від 2 до
7 хвилин. У міру прогрівання корпусу виливниці із зовнішньої її поверхні в
навколишній простір починається відведення тепла із зростаючою інтенсивністю. З
цієї миті процес передачі тепла від рідкої фази в центральній частині злитка,
що формується, в навколишнє середовище є багатоступінчастим.
Питомий тепловий потік в цьому випадку в спрощеному вигляді може
бути описаний залежністю

де  – температура рідкого металу,
К;
– температура рідкого металу,
К;  – температура навколишнього
середовища, До;
– температура навколишнього
середовища, До;  – коефіцієнт тепловіддачі від рідкої
фази до твердої скориночки, Вт/(мІ·К);
– коефіцієнт тепловіддачі від рідкої
фази до твердої скориночки, Вт/(мІ·К);  – товщина скориночки, що утворилася, м;
– товщина скориночки, що утворилася, м;
 – теплопровідність скориночки,
Вт/(м·К);
– теплопровідність скориночки,
Вт/(м·К);  – термічний опір газового зазору,
мІ·К/Вт;
– термічний опір газового зазору,
мІ·К/Вт;  – висота стінки виливниці, м;
– висота стінки виливниці, м;  – теплопровідність стінки виливниці, Вт/(м·К);
– теплопровідність стінки виливниці, Вт/(м·К);  – коефіцієнт тепловіддачі від стінки виливниці в
навколишнє середовище, Вт/(мІ·К).
– коефіцієнт тепловіддачі від стінки виливниці в
навколишнє середовище, Вт/(мІ·К).
Диференціальні рівняння:
1.
Рідка
сталь

де ,
,  і
і  – відповідно теплоємність,
густина і теплопровідність розплаву;
– відповідно теплоємність,
густина і теплопровідність розплаву; ,
, ,
,  – швидкості переміщення розплаву по напряму координат.
– швидкості переміщення розплаву по напряму координат.
2.
Межі
двофазної зони (додатково враховується теплота фазового переходу при
кристалізації розплаву):

де  – густина рідкої фази;
– густина рідкої фази;  – частка твердої фази в двофазній зоні;
– частка твердої фази в двофазній зоні;
 – теплота фазового переходу.
– теплота фазового переходу.
3.
В межах
затверділої частини злитка і виливниці має місце рівняння
Якщо розглядати стінку виливниці і метал, що застигає, як
напівбезкінечні тіла, на поверхні яких підтримується постійна температура, а
теплофізичні властивості матеріалів залишаються постійними на всьому
температурному інтервалі при відсутності переохолодження, після інтегрування
обох частин рівняння (1.4), відповідно, від 0 до ф та від 0 до x, отримуємо відоме рівняння квадратного
кореня

де К – коефіцієнт
пропорційності, що отриманий в результаті об’єднання всіх постійних параметрів, м/c0,5.
Зв’язок між швидкістю
кристалізації а товщиною шару, що твердіє, може бути отримана шляхом диференціювання
рівняння (1.5).
де f – швидкість переміщення фронту
кристалізації.
Враховуючи, що  , вираз (1.6) запишеться так
, вираз (1.6) запишеться так

Так як злитки та оливки
твердіють не в результаті простого переміщення границі кристалізації, а крізь
зону твердо – рідкого стану сплаву, то під сплаву, то під товщиною кірочки х
розуміється відстань від зовнішнього краю кірочки злитку до межі зони
твердо-рідкого стану, що звернена у внутрішню частину злитку.
3. Лабораторна установка, матеріали
і інструменти
3.1 Опис установки
Установка (рис. 2)
складається з плоскої виливниці, що охолоджується водою (1), передня та
задня стінка якої виконана з оргскла, а бокові та нижні части являють собою
мідну або залізну порожнину, що охолоджується водою.
Виливниця укріплюється на
штативі (2) зі сторони задньої стінки встановлюється джерело освітлення.

Рис. 1.1. Схема лабораторної
установки
З метою утримання рідини, що
використовується при моделюванні у випадку прориву виливниці або протікання
рідини при розливці під виливницею встановлюється скляна ємність.
В якості рідини, що моделює
рідку сталь, використовується розплавлений зневоднений гипосульфіт
(припускається використання насиченого підігрітого до 60-70°С розчину
хлористого амонію).
2.2
Виливниці,
що використовуються
·
Поширена
уверх глуходонна виливниця з прибутковою надставкою, що охолоджується водою
(рис. 2, ліва частина).
·
Поширена
уверх глуходонна виливниця з прибутковою надставкою без примусового охолодження
(рис. 2, права частина).
Секундомір, ртутний термометр зі шкалою до 100°С.
2.4
Підготовка
матеріалів до роботи
Гипосульфіт, що попередньо
оброблений в ексикаторі для видалення надлишкової вологи розплавлюється в
чистому сосуді на слабому вогні (електропіч з закритою спіраллю).
Температура розплаву 60-70°С.
При досягненні заданої температури робиться витримка 5-10 хвилин, розплав
фільтрується крізь матерчатий фільтр та заново підігрівається (у разі
необхідності) до заданої температури.
Підготовлений подібним чином
гіпосульфіт (хлористий амоній) рівним струменем заливається у виливницю, що
охолоджується водою, що циркулює.
3. Методика і порядок
виконання роботи
Вивчення впливу різних факторів технології розливки на
величину, форму та розташування зон кристалізації та усадкової раковини в
злитку виконується на моделях виливниць шляхом проведення окремих опитів, в
кожному з них вивчається дія одного фактору.
При проведенні цієї роботи вивчається вплив наступних
факторів:
3.1
Умови
утеплення верхньої частини злитка
При цьому використовуються виливниці №1 і №2. Тривалість
заливки і температура рідини однакові.
3.2 Вплив тривалості розливки
Використовуються парно однакові виливниці: в однієї групі – дві виливниці №1, а
в іншій дві виливниці №2. Температура рідини однакова. Тривалість заливки 5 с
та 20…30 с.
3.3 Вплив температури перегрівання
Виливниці однакові, тривалість розливки приблизно 5 с,
перегрівання над температурою плавлення – 5…10°С та 20…30°С.
3.4 Вплив утеплення дзеркалу металу у надставці на форму та
розташування усадкової раковини
Виконується попарно на 2-ох однакових виливницях №1 або №2.
Температура заливання рідини та тривалість розливки однакові. Після закінчення
розливки поверхня рідини, що моделює в надставці однієї з кожних пар виливниць
прикривають кришкою, що утеплює, що нагріта до температури рідини, що
заливається.
Після заливки “металу” у виливниці крізь кожні 5-10 хвилин
виконується вимір товщини кірочки, що кристалізується, фіксується моменти
закінчення утворення характерних структурних зон злитку.
Заміри виконуються в наступних зонах:
·
низ,
середина та верх стінок – в горизонтальному напрямі;
·
днище – у
вертикальному напрямі;
·
прибуткова
частина виливниці – розміри усадкової раковини.
3.5 Примітки
·
При
виконанні роботи учбова група розбивається на 4 підгрупи, кожна з яких виконує
один з варіантів звіту, що вказується керівником роботи;
·
В ході
однієї лабораторної роботи виконується вивчення впливу не більше 1-2 факторів.
Вибір факторів, що досліджуються визначається керівником роботи;
·
Так як
при виконанні завдань окремими підгрупами вивчається вплив на структуру злитка
тільки 1-2 фактори технології розливки, для ознайомлення студентів з впливом
інших факторів на структуру злитка у кінці роботи складається звідна таблиця, в
яку вносяться остаткові результати дослідів, що виконуються всіма підгрупами та
виконується порівняння.
4.
Зміст
звіту лабораторної роботи
·
Звіт
повинен відповідати вимогам зазначеним на стор. 5
·
Запис
результатів роботи виконується у вигляді таблиці 1.1.
Таблиця 1.1.
|
№ п/п
|
Час від кінця заливки “металу”ф, хвилин
|
Товщина кірочки Х, мм
|
Характер структурної зони
|
Місце заміру
|
Умови проведення досліду
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
·
В окремі
моменти кристалізації виконуються зарисовки розрізу злитка.
·
За
результатами дослідних даних розраховується коефіцієнт твердіння К, мм/хв0,5.
·
По
завершені роботи за результатами, що отримані кожною підгрупою, складається
зведена таблиця.
·
У звіті
також повинні бути наведені наступні дані: вишина злитку до прибуткової частини
Нс, вишина прибуткової частини Нп, глибина розповсюдження усадкової
раковини Нр.
·
Необхідно
оцінити ступінь розповсюдження усадкової раковини в злитку в цілому  , а також в тілі злитку
, а також в тілі злитку  , де
, де  -
глибина частини усадкової раковини, що проникає у тіло злитка.
-
глибина частини усадкової раковини, що проникає у тіло злитка.
5.
Контрольні
питання
·
Дайте
визначення терміну кристалізація?
·
Дайте
визначення терміну твердіння?
·
Наведіть
три етапи теплообміну в системі розплав-виливниця-навколишнє середовище?
·
Дати
визначення терміну рівноважна температура?
·
З якої
причини процес кристалізації починається при температурі нижче ніж рівноважна?
·
Перечислити
структурні зони злитку спокійної сталі?
·
В якій
частині злитку утворюється зона мілких рівноосних кристалів? Який механізм утворення цієї зони та
його зв’язок між теплофізичними процесами кристалізації сталі?
·
В якій
частині злитку утворюється зона мілких стовбчастих кристалів? Який механізм утворення цієї зони та
його зв’язок між теплофізичними процесами кристалізації сталі?
·
В якій
частині злитку утворюється зона крупних рівноосних кристалів? Який механізм утворення цієї зони та
його зв’язок між теплофізичними процесами кристалізації сталі?
·
В якій
частині злитку утворюється конус осадження? Який механізм утворення цієї зони та його зв’язок між теплофізичними
процесами кристалізації сталі?
·
В якій
частині злитку утворюється усадкова раковина?
·
Які
заходи використовуються для зосередження усадкової раковини у верхній частині
злитку?
·
Дати
визначення терміну ліквація?
·
Які є
види ліквації?
·
Що таке
зональна ліквація?
·
Що таке
дендритна ліквація?
·
У чому
полягає причина ліквацій них процесів при кристалізації сталі?
·
Які
хімічні елементи найбільш впливають на розвиток ліквацій них зон злитку?
·
Яка
ліквація є позитивною?
·
Яка
ліквація є негативною?
·
Які ви
знаєте дефекти, що пов’язані з ліквацією?
·
Які
фактори впливають на розвиток хімічної неоднорідності злитка спокійної сталі?
·
Як
впливає температура і швидкість розливки на розвиток лікваційних зон злитка
спокійної сталі?
·
Як
впливає маса злитка на лікваційні процеси при кристалізації сталі?
·
Як
впливає форма злитка на лікваційні процеси при кристалізації сталі?
·
Наведіть
існуючи засоби боротьби з ліквацією?
·
За якою
формулою можна розрахувати швидкість твердіння злитків?
·
Яким
чином можна визначити товщину шару металу, що затвердів, при розливці?
·
Які види
виливниць використовуються для розливки сталей спокійних марок?
1.
Мета
роботи
Поглиблення та закріплення знань і практичне ознайомлення зі
впливом різних технологічних факторів і конструктивних факторів і
конструктивних параметрів на структуру злитку. Робота в режимі тренажеру.
2.
Стислі
теоретичні відомості
Незважаючи на прогресивність безперервної розливки сталі в
Україні за даними на кінець 2008 року майже 65% розливається у виливниці (у
тому числі 80% електросталі). При цьому головна обрізь складає приблизно 14%.
Глибина усадкової раковини залежить від її середнього поперечного перерізу,
наявності в ній “мостів”, умов тепловідведення крізь дзеркало металу та бокові
стінки надставки, конусності стінок виливниці, заливки зверху та сифоном та ін.
Для зменшення головної обрізі більше значення має
правильність розрахунку усадкової раковини. Точний аналітичний розрахунок поки
не розроблений, однак існує низка наближених методів. Результати вивчення форми
усадкової раковини реальних злитків та їх моделей показує, що форма усадкової
раковини в загальному вигляді може бути описана рівнянням параболи n-ого порядку.

а граничні умови можна записати так: при Х = 0 Y = 0, при Х = r Y = hу.р.. Після підстановки цих даних у (1) отримуємо

При зростанні n профіль кривої (2.2) приймає більшу ввігнутість, зміна умов охолодження
прибутку призводить до зміни величини n від 0,2 (погане утеплення) до 10…20
та більше (гарне утеплення, обігрів).
Аналітичний розрахунок розмірів прибуткової частини повинен враховувати
не тільки геометричні співвідношення, але й теплову роботу прибутку, тобто
баланс тепла в неї. Прохід тепла в прибутковій частині складається з наступних
статей: тепло від зняття перегріву металу на ДTрід, виділення скритої теплоти
кристалізації – qk, тепло від охолодження об’ємів на ДTтв., зовнішніх джерел теплоти – Qзовн. Витрати теплоти у вигляді
втрат від дзеркала металу – q1 , в сторони – q2 і вниз (передача тепла в тіло злитку)
– q3.
Вочевидь, що мінімальні розміри прибуткової частини будуть спостерігатися
при мінімальних величинах q1 и q2 та максимумі q3. Для моменту повного твердіння злитку з балансу тепла слідує:

де  маса металу в прибутку;
маса металу в прибутку;  та
та  теплоємність сталі в рідкому та
твердому стані.
теплоємність сталі в рідкому та
твердому стані.

З виразів (2.3) та (2.4) слідує, що для зменшення усадкової
раковини необхідно знижувати витрати крізь дзеркало металу та стінки прибутку.
Це збільшує  . Слід також підводити тепло до прибутку
за рахунок екзотермічних матеріалів та підігріву.
. Слід також підводити тепло до прибутку
за рахунок екзотермічних матеріалів та підігріву.
Вплив ДTрід на не великий, так як у
зв’язку зі зростанням температури збільшується й загальна усадка та виникають
загальні труднощі. Бажано збільшити градієнт температури у вже затверділому
металі, що, однак, може бути реалізовано тільки при відливці сталі у
кристалізатори, що охолоджуються водою.
Скороченню довжини усадкової раковини сприяє відливка злитків
в розширені уверх виливниці. Ці злитки відрізняються більш щільною структурою
осьової зони. В злитках, що розширені зверху, отримується більш глибока основна
усадкова раковина, а крім того, нижче утворюється вторинна усадкова раковина і
зменшується площина осьової частини.
Моделювання процесу утворення усадкової раковини дозволяє, з
одного боку, якісно оцінити вплив технології розливки та параметрів виливниць
на розмір прибуткової частини, а з іншої, уточнити кількісні показники рівнянь
(2.1) та (2.2).
3.
Лабораторна
установка, матеріали і інструменти
3.1
Матеріали,
що використовуються замість рідкої сталі
·
парафін –
з температурою плавлення 50…55°С;
·
нафталін
– з температурою плавлення 72…75°С;
·
стеарин -
з температурою плавлення приблизно 50°С
Матеріали плавляться у спеціальному сосуді – водяній ванні
(рис. 1.). У випадку використання нафталіну плавка виконується у витяжній шафі.
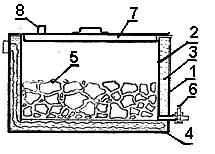
Рис.1. Двохстінний сосуд (водяна ванна) для розплавлення
нафталіну та інших матеріалів для моделювання розливки сталі. Цифрами позначені:
1 –зовнішній металічний сосуд; 1 – внутрішній металічний
сосуд (ванна), що підвішений на стінці зовнішнього сосуду; 3 - вода; 4 –
електронагрівач для підігріву води (до 100°С); 5 – матеріал, що плавиться
(нафталін); 6 – кран для випуску (зливу) розплавленого матеріалу в ківш; 7 – кришка
з ручкою; 8 – труби для відведення парів води з сосуду.
3.1
Розливний
ківш
Розливний ківш – для розливки розплавленого матеріалу по
виливницям, що являє собою сосуд з двійними стінками, між якими є теплоізоляція
та електрообмотка для підігрівання внутрішніх стінок з метою підтримки
необхідної температури матеріалу, що розливається.
Розливка виконується крізь стакан в днищі ковша, отвір якого
перекривається стопором за допомогою стопорного механізму. Для регулювання
швидкості наповнення виливниць в залежності від варіанту опиту, мається набір
легко змінюваних (з гвинтовою різьбою на наружній поверхні) алюмінієвих
стаканчиків з різним діаметром каналу (2,5 та 8 мм).
Дозволяється розливка з ковша через носок.
3.2
Алюмінієві
наскрізні виливниці круглого та поперечного перерізу
·
Виливниця
№1 –
поширена униз (або уверх) наскрізна виливниця без прибуткової надставки, з
однаковою товщиною стінок (6,5 мм) по всій висоті. Конусність виливниці 3,3% на
сторону, висота якої 150 мм, внутрішній діаметр, відповідно, 52 та 62 мм, відношення висоти до середнього діаметру (Н/Dср) дорівнює 2,6, ємність виливниці 0,4 літри (рис. 2.4 а);
·
Виливниця
№2 –
поширена униз (або уверх) наскрізна виливниця без прибуткової надставки з
однаковою товщиною стінки по всій висоті (5,5 мм). Внутрішній діаметр виливниці уверх 40 мм, униз 50 мм, відношення висоти до середнього
діаметру (H/Dср) дорівнює 33, ємність 0,24 літри. Висота і конусність виливниці така ж, як і у виливниці №1 (рис. 2.4 б);
·
Виливниці
№3 та №4 – розширені
донизу наскрізні виливниці без прибуткових надставок, які мають різну товщину стінок
по висоті: виливниця №3 стовщення стінок униз (рис. 2.4 в), виливниця №4
стовщення стінок уверх (рис. 2.4 г). Інші внутрішні розміри та обриси ті ж, що
й у виливниці №1;
·
Виливниці
№5 та №6 – розширені
наскрізні виливниці зі з’ємними прибутковими надставками та однаковою товщиною
стінок по всій висоті (6,5 мм): виливниця №5 з прибутком, що не обігрівається
(рис. 2.4 д), виливниця №6 з прибутком, що обігрівається (рис. 2.4 е). Висота
виливниці без прибутку 120 мм, висота прибутку 30 мм, загальна висота 150 мм. Внутрішній діаметр: униз 52 мм, уверх 62 мм, відношення висоти виливниці (тіла злитку) до середнього діаметру (H/Dср) дорівнює 2,1, конусність 4,1% на
сторону. Ємність виливниці (тіла злитку) V1=0,31 літри, ємність прибуткової
надставки V2=0,07 літри, загальна ємність
виливниці з прибутком V=0,38 літра;
·
Пластмасові
піддони з алюмінієвими прокладками: двох та чотирьохмісні – для встановлення виливниць
під розливку зверху (в одну лінію); двох та шестимісні (двох та чотирьох
струмові) піддони з набором сифонного припасу (сифонна проводка, центрові) для
розливки сифоном. Діаметр каналу в сифонній проводці 6-8 мм, в центровому літнику 75 мм;
·
Ртутний
термометр зі шкалою до 150°С для заміру температури матеріалу, що моделює сталь у ковші
перед розливкою його по виливницям;
4.
Методика
і порядок виконання роботи
Вивчення впливу різних факторів технології розливки на
величину, розташування усадкової раковини, рихлості та на розвиток зон
кристалізації в злитку виконується на моделях злитків шляхом проведення окремих
досліджень, в кожному з яких вивчається вплив якогось одного фактору. Для
кожного такого опиту відливається два парафінових (або нафталінових) злитки з
витримкою всіх параметрів розливки, крім того, що вивчається, постійними.
При проведенні даної лабораторної роботи вивчається вплив
наступних факторів:
1.
Форми
виливниці (поширена
униз та поширена уверх). В цьому опиті використовуються виливниці №1 (див. рис.
2.4 а) одна з яких ставиться розширенням униз, а інша розширенням уверх.
Наповнення обох виливниці виконується доверху послідовно, одна за іншою, через
стакан в ковші з діаметром отвору 5 мм.
2.
Умов
утеплення верхньої частини злитку (з обігрівом та без обігріву). В цьому опиті
використовуються розширені уверх виливниці з обігрівом (виливниця №6) та без
обігріву (виливниця №5) прибутковими надставками. Обігрів включається у кінці
наповнення злитку. Наповнення обох виливниць виконується зверху послідовно,
одна за іншою, через стакан в ковші з діаметром отвору 5 мм.
3.
Відношення
висоти виливниці (злитку) до середнього діаметру. В цьому опиті використовуються розширені
уверх виливниці №1 (з відношенням H/Dср = 2,6) і №2 (з відношенням H/Dср = 3,3). Наповнення обох виливниць
виконується зверху через стакан в ковші діаметром 5 мм послідовно одна за іншою.
4.
Швидкості
розливки (повільно та швидко). Відливка обох злитків виконується у виливниці №1, що
встановлені розширенням униз. Обидва злитки наповнюються доверху. Швидке
наповнення виливниці (3…5 секунд) виконується через стакан в ковші з діаметром
отвору 8 мм, повільніше (60…80 секунд) – через стакан з діаметром отвору 2 мм. Крім того, для використання впливу на швидкість витоку величини напору в ковші, швидка заливка виливниці
виконується при більш високому рівні рідини в ньому (тобто на початку
розливки), повільна, навпаки, при більш низькому рівні (після відливки серії
злитків для інших варіантів опиту).
5.
Товщини
стінок виливниці (з стовщенням униз та стовщенням уверх). В цьому опиті використовуються
виливниці №3 (стовщення стінок униз) та №4 (стовщення стінок уверх),
встановлені розширенням уверх (рис. 2.4 в, г). Наповнення обох виливниць
виконується зверху послідовно одна за іншою через стакан в ковші з діаметром
отвору 5 мм.
6.
Способи
розливки (сифоном та зверху). Відливка обох злитків виконується у виливниці №1, що
встановлені розширенням уверх. При цьому одна виливниця заливається сифоном
(через центровий літник), інша зверху. Спочатку виконується заливка виливниці
сифонним способом (з реєстрацією часу наповнення), а потім з такою ж швидкістю
наповнення виконується заливка іншої виливниці зверху, регулюючи швидкість наповнення
гальмуванням струї стопором. Діаметр каналу стакану в ковші при розливці
сифоном залежить від кількості виливниць, що одночасно заповнюються, і
вказується керівником роботи.
7.
Температури
розливки з більшим та меншим перегрівом. Обидва злитки відливаються у
виливниці №1, що встановлені розширенням униз. Наповнення обох виливниць
виконується зверху через стакан у ковші діаметром каналу 5 мм. При цьому одна з виливниць заливається матеріалом, що перегрітий над температурою плавлення на
5-10°С, інша з перегрівом на 30-35°С (що для парафіну складає приблизно 60…65°С
і 90…95°С). Для витримки однакової швидкості (часу) наповнення обох виливниць,
швидкість витоку перегрітої рідини з ковша регулюються гальмуванням струї
стопором (цей злиток повинен заливатися другим).
Примітка: додаткове підігрівання металу
до більш високої температури виконується безпосередньо у ковші.
8.
Місця
розташування виливниці на піддоні по відношенню до центрової (при сифонній
розливці):
·
при
установці обох виливниць на одному струмку послідовно одну за іншою (тобто
ближче та далі від центрової);
·
при
установці однієї виливниці на струмку безпосередньо біля центрової, другого на
боковому відгалуженні, що розташоване під кутом 90° до основного струмка
(наприклад, як при використанні багатомісних ялинкових піддонов);
Примітки:
·
При
виконанні роботи навчальна група (або підгрупа розбивається на окремі бригади -
по 2-3 людини), кожна з яких виконує один з перелічених вище варіантів опиту
(за вказівками керівника);
·
В
залежності від кількості студентів в групі (або підгрупі), кількість варіантів
опиту, що виконуються та їх назви в кожному окремому випадку встановлюється
керівником роботи;
·
Так як
при виконанні завдань окремими бригадами вивчається вплив на структуру злитка
тільки якогось одного фактору технології розливки, для ознайомлення студентів
зі впливом на структуру злитка інших факторів технології розливки наприкінці
роботи складається звідна таблиця, в яку заносяться остаткові результати
опитів, що наведені всіма бригадами, та проводиться їх порівняння.
4.1 Етапи виконання роботи
1.
На
першому етапі виконується:
·
Ознайомлення
з інструкцією та методикою виконання роботи;
·
Ознайомлення
з правилами техніки безпеки при виконанні роботи;
·
Розподіл
студентів по бригадам та отримання конкретних завдань від керівника роботи;
·
Ознайомлення
з устаткуванням, що використовується при проведенні роботи, та підготовка його
до проведення опитів;
·
Відливка
опитних злитків кожною підгрупою по заданому варіанту.
2.
На
другому етапі виконується:
·
Розрізання
та поломка злитків, що досліджуються, на дві рівні половини (по площині, що
проходить через вертикальну вісь злитка);
·
Зарисовка
розрізів злитків (однієї половини від кожного злитку, що досліджується) з
дотриманням відповідного масштабу та відміткою на ескізі основних розмірів злитку
та усадкової раковини;
Примітка: при одночасному вивченні впливу
різних факторів технології розливки та на розвиток зон кристалізації в злитку, на
ескізах розрізів злитків, крім усадкової раковини, наносяться також і зони
кристалізації (в тому ж масштабі).
·
Розрахунок
відношення довжини усадкової раковини та рихлості (h) до загальної висоти злитка (H), що виражений у відсотках (% = (h/H)Ч100), та узагальнення отриманих
результатів, тобто написання стислих висновків щодо впливу технологічного
фактору, що досліджується, на величину, форму та роз положення усадкової
раковини в злитку (а також на розвиток зон кристалізації, особливо на ширину
зони стовбчастих кристалів);
·
Складання
зведеної таблиці і аналіз отриманих даних з метою порівняння впливу
технологічних факторів, що вивчаються, на ступінь ураженості злитку усадковою
раковиною та розвитком окремих зон кристалізації.
Таблиця 2.1Результати експериментів
Фактори технології розливки
|
Найменування параметрів
|
% Усадкової раковини
|
Примітка
(характеристика зон кристалізації)
|
|
1
|
Форма виливниці
|
З розширенням уверх
|
|
|
|
З розширенням униз
|
|
|
|
2
|
Умови утеплення верху злитку
|
З обігрівом
|
|
|
|
Без обігріву
|
|
|
|
3
|
Відношення висоти злитку до середнього діаметру (H/Dср)
|
H/Dср = 2,5
|
|
|
|
H/Dср = 3,3
|
|
|
|
Та ін.
|
|
|
|
Примітка: при виконанні роботи
необхідно дотримуватися наступних правил:
·
Для
запобігання зміни характеру кристалізації злитку, температура перегрівання розплавлених
матеріалів (особливо при багатократному переплаві) не повинна перевищувати
10-12°;
·
При
вивченні впливу якогось фактору на поверхню злитку усадкової раковини (або на
розвиток зон кристалізації) всі фактори технології розливки, окрім того, що
вивчається, необхідно витримувати постійними;
·
При
розливці обов’язкова реєстрація тривалості наповнення виливниць (секундоміром)
і температури матеріалу у ковші перед розливкою (ртутним термометром зі шкалою
150°С);
·
Для
досягнення приблизно однакової швидкості наповнення обох виливниць цього опиту
(при розливці зверху) їх необхідно заливати послідовно одну за іншою і, окрім
того, стопор в ковші відкривати повністю (до упору);
·
В
залежності від матеріалу, що використовується, розрізка злитків повинна
виконуватися не раніш, ніж через 4-5 годин після розливки;
·
Щоб
розлом злитку отримувався в площині, що проходить через його прокольну вісь,
надрізи, що зроблені ножівкою, та напрямок колуна повинні співпадати з цією
площиною;
·
Щоб не зм’яти
структуру зовнішньої зони злитку при розрізанні, при вивченні зон кристалізації
в злитку невеликий надріз ножівкою по поверхні робиться тільки з однієї
сторони, а потім злиток розломлюється колуном.
4.2
Зміст
звіту лабораторної роботи
Звіт щодо виконаної роботи окрім вимог, що представлені на
сторінці 5 повинен містити:
·
Зарисовки
розрізів злитків по технологічному фактору розливки, що вивчається, з
нанесенням у відповідному масштабі окреслень усадкової раковини (або зон кристалізації)
з відмітками на ескізі загальної висоти злитку (H) і довжини усадкової раковини (h);
·
Розрахунок
відношення довжини усадкової раковини та рихлості (h) до загальної висоти злитку (H), що виражене у відсотках, і стислі
висновки (висновки щодо впливу технологічного фактору розливки, що вивчається,
на величину форму, і розташування усадкової раковини або на розвиток окремих
зон кристалізації);
·
Зведену
таблицю із занесеними в неї результатами всіх опитів, що проведені групою (або
підгрупою), а також стислі висновки щодо ступеню впливу факторів технології
розливки, що вивчаються, на ураженість злитку усадковою раковиною (або на
розвиток зон кристалізації).
5.
Використання
лабораторної установки в режимі тренажеру
При використанні даної установки в режимі тренажеру студенти
у межах лабораторних та практичних робіт тренуються у проведені наступних “виробничих операцій”:
·
збірка
канави під плавку;
·
розбирання
канави після плавки;
·
визначення
раціональної витримки злитку після розливки;
·
дії
робітників в аварійних ситуаціях при уході металу під виливницю, під центрову;
·
створення
умов, що сприяють тріщино утворенню (для уточнення значень кожної з причин);
·
розливка
перегрітого або холодного металу.
6.
Контрольні
питання
·
Загальна
технологія сифонної розливки сталі?
·
Загальна
технологія розливки сталі зверху?
·
Види
поверхневих дефектів сталевого злитку?
·
Види
внутрішніх дефектів сталевого злитку?
·
Яким
чином можна визначити величину повної усадки злитку сталі
·
Як
залежить форма і положення усадкової раковини від умов охолодження
·
Причини
утворення флокенів?
·
Які
заходи необхідно прийняти для запобігання утворення флокенів?
·
Причини
утворення плів у злитку?
·
З якою
метою використовуються кюмпеля?
·
Які
заходи необхідно проводити для запобігання утворення плів?
·
Причини
утворення поясів у злитку?
·
Які
заходи необхідно проводити для запобігання утворення поясів?
·
Причини
утворення підкоркових пузирів у злитку?
·
Які
заходи існують для запобігання утворення підкоркових пузирів?
·
Яким
чином утворюються заливини?
·
Які
заходи існують для запобігання утворення заливин?
·
Поясніть
механізм утворення гарячих тріщин?
·
Які
заходи існують для запобігання утворення гарячих тріщин?
·
Перечислити
основне устаткування для сифонної розливки сталі?
·
Які типи
ковшів використовуються при розливці сталі?
·
Поясніть,
як виконується стопорна розливка сталі?
·
Наведіть
основні елементи стопорного механізму ковша?
·
Поясніть,
як виконується безстопорна розливка сталі?
·
Основні
елементи безстопорного пристрою шиберного типу?
·
Які
елементи входять у комплект вогнетривів для затвору сталерозливного ковша?
·
Призначення
прибуткових надставок?
·
Призначення
піддонів?
·
Призначення
центрових?
·
Які
елементи входять у комплект вогнетривів для сифонної проводки?
·
Основні
параметри процесу розливки сталі?
·
Дати
визначення термінам масова та лінійна швидкість розливки сталі?
·
Взаємозв’язок
між масовою та лінійною швидкістю розливки?
·
Вплив
температури металу, що розливається на якість сталевого злитку?
·
Способи
регулювання швидкості металу при розливці?
·
Які
заходи використовуються для забезпечення стабільної температури металу, що
розливається?
·
Поясніть,
в чому причини вторинного окислення металу при розливці сталі?
·
Які ви
знаєте пристрої для захисту металу від вторинного окислення?
·
З якою
метою при розливці сталі використовуються тепло ізолюючи та шлакові суміші?
Лабораторна робота №3 (Модуль 3): Моделювання процесу
безперервної розливки сталі. (2 години)
1.
Мета
роботи
Метою роботи є поглиблення й закріплення знань теорії й
практики безперервної розливки сталі, якості безупинно литої заготовки.
У результаті виконання роботи студент повинен:
1.1
Знати
·
Сутність
безперервного розливання стали;
·
Характеристику
процесів і взаємозв'язок параметрів кристалізації.
1.2
Вміти
·
Охарактеризувати
процеси безперервної розливки сталі;
·
Управляти
процесами безперервної розливки на тренажері МБЛЗ.
·
Моделювати
на тренажері МБЛЗ і визначати вплив швидкості розливки на процеси затвердіння й
структуру злитка, приймати рішення в ролі майстра.
2.
Стислі
теоретичні відомості
Сутність безперервної розливки полягає в тому, що метал зі
сталерозливного ковша надходить у проміжний ківш і потім у кристалізатор (він
виготовлений з таких матеріалів, які забезпечують інтенсивне відведення тепла,
наприклад, мідь), що охолоджується водою. Після утворення на поверхні кірочки
металу злиток з рідкою серцевиною безперервно витягається з кристалізатору в
зону вторинного охолодження, де відбувається остаточне затвердіння його, а
потім поріз на мірні заготівки.
Основними вимогами, необхідними для безперервної розливки, є
відповідність швидкостей надходження рідкої сталі к кристалізатор,
кристалізації металу й витягування злитка.
Безперервна розливка має ряд особливостей при затвердінні
злитка та формуванні його структури в порівнянні з розливкою у виливниці. При
розливці у виливниці розрізняють два періоди в затвердінні злитка. У першому
періоді зовнішня кірка утворюється в умовах інтенсивного тепловідведення та
збільшення феростатичного тиску при наповненні виливниці. У другому періоді
кристалізація злитка відбувається при постійному феростатичному тиску та
зниженій швидкості тепловідведення, внаслідок відходу кірочки злитка від стінок
виливниці та утворення повітряного зазору між ними.
При безперервній розливці розрізняють чотири періоди у
формуванні злитка:
·
У
першому періоді утворення кірки відбувається в умовах інтенсивного тепловідведення та
збільшення феростатичного тиску при наповненні кристалізатору.
·
У
другому періоді у верхній частині кристалізатору, що охолоджується водою, зовнішня кірочка
формується при інтенсивному охолодженні, а в нижній частині інтенсивність тепловідведення
різко знижується внаслідок відходу кірочки від стінок кристалізатору та
утворення повітряного зазору. Тому що, в цей період злиток безупинно
затягується з кристалізатору, кристалізація внутрішнього обсягу злитка
відбувається в умовах безупинно зростаючого феростатичного тиску при незмінному
рівні металу в кристалізаторі.
·
Третій
період є
основним технологічним періодом, тому що він протікає у відносно постійних
умовах і визначає загальну тривалість розливки. У цей період метал у рідкій
лунці кристалізується в умовах інтенсивного тепловідведення у вторинній зоні
охолодження (за рахунок розпилення води) і процес протікає при постійному
феростатичному тиску, що зумовлений глибиною рідкої лунки.
·
У
четвертому періоді кристалізація центральних обсягів злитку протікає при
поступовому зниженні феростатичного тиску внаслідок припинення надходження
рідкого металу в кристалізатор.
У всіх випадках кристалічна структура безперервного злитка по
зв'язана зі швидкістю розливки, інтенсивністю охолодження й хімічною
властивістю металу. Як правило, у безперервному злитку розрізняються три
основні зони кристалізації: поверхнева із дрібними різне орієнтованими
кристалами, стовпчаста та осьова.
·
Перша
зона
утворюється у верхній частині кристалізатору в умовах інтенсивного тепловідведення.
Товщина цієї зони коливається у межах 4-6 мм, залежить від інтенсивності охолодження, хімічного складу, температури металу, швидкості витягування.
·
Друга
зона –
зона стовпчастих кристалів починає формуватися в умовах уповільненого тепловідведення
при утворенні повітряного зазору. Розміри цієї зони визначаються, у першу
чергу, хімічним складом металу і його вихідною температурою.
·
Третя
зона
виникає в умовах інтенсивного тепловідведення, що має місце в області
вторинного охолодження.
Під впливом різноманітних технологічних факторів при
кристалізації злитка можливе утворення структурних зон зі змішаною будовою або,
навіть, відсутністю однієї із зазначених кристалічних структур. Як правило,
заготівки з безперервних злитків мають більш однорідну структуру металу, чим
звичайні злитки. Вони також однорідні за хімічним складом, тому що лікваційні
процеси в умовах високих швидкостей кристалізації не одержують такого розвитку,
як у звичайних злитках.
Продуктивність машин безперервної розливки тісно зв'язана зі
швидкістю розливки. Однак, досягнення високих швидкостей розливки залежить як
від швидкості кристалізації, так і від розмірів кристалізатору та зони
вторинного охолодження. У всіх випадках загальна довжина кристалізатору та зони
вторинного охолодження повинна бути більше глибини рідкої фази у злитку, що
відливається.
Швидкість кристалізації визначається умовами охолодження
злитку та часу наростання корочки металу, що твердіє. Наростання шару, що
затвердів, в кристалізаторі описується рівнянням:

де D – товщина затверділої скоринки, см.; К –
коефіцієнт твердіння, см/хв; ф - час твердіння, хв.
Якщо знати висоту металу в кристалізаторі, можна
розрахунковим шляхом визначити товщину твердої кірки на виході з кристалізатору
залежно від швидкості розливки.

де  – товщина шару металу, що
затвердів, на виході з кристалізатору, см; V – швидкість витягування, см/хв;
K – коефіцієнт кристалізації, см/хв.
– товщина шару металу, що
затвердів, на виході з кристалізатору, см; V – швидкість витягування, см/хв;
K – коефіцієнт кристалізації, см/хв.
Товщина металу, що за кристалізувався, на виході із кристалізатору
є найважливішою величиною, від якої залежить як можливість здійснення самої
розливки, так і продуктивність машини, а також її габарити.
Глибина рідкої лунки пропорційна швидкості витягування або
розливки:

де  – глибина рідкої лунки, см;
– глибина рідкої лунки, см;  – швидкість витягування злитка см/хв;
– швидкість витягування злитка см/хв;  – час повної кристалізації злитка, хв.
– час повної кристалізації злитка, хв.
Рис. 3.1. Типи машин
безперервного лиття заготівок:
а - вертикальна; б -
вертикальна з вигином злитка; в - радіальна:
1 – траверса розливочного
крана; 2 – сталерозливочний ківш; 3 – проміжний ківш;4 – кристалізатор; 5 –
зона вторинного охолодження; 6 – тягнучі валки; 7 – зона порізки; 8 –
кантуватель; 9 – рольганг; 10 – згинаючий пристрій; 11 – правильний пристрій
3.
Лабораторна
установка, матеріали і інструменти
Лабораторна установка для моделювання процесу безперервної
розливки сталі є діючою моделлю вертикальної одно струмковою машини. В якості
робочого матеріалу, що моделює розливку сталі обраний парафін.
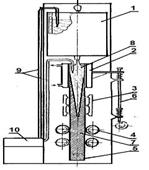
Рис. 3.2. Схема тренажера МБЛЗ
Основними елементами установки (рис. 3.2) є: термостат - 1
для розплавлювання та доведення до заданої температури парафіну; кристалізатор,
що охолоджується водою - 2; зона вторинного охолодження - 3;
механізм витягування із системою регулювання швидкості - 4; запал - 5;
механізм качання кристалізатору - 6; термопари - 9; пульт
керування - 10.
Характерною рисою установки є можливість спостереження за
процесом кристалізації та виконання необхідних досліджень по ходу процесу. Для
цього кристалізатор і зона вторинного охолодження розрізані посередині уздовж
вертикальної осі.
Площина розрізу закрита прозорим шаром плексигласу,
теплопровідність якого в кілька разів нижче, ніж матеріал стінок кристалізатору.
У процесі розливки можна спостерігати й фіксувати
мікропроцеси кристалізації, що протікають не тільки із зовнішньої сторони, але
й усередині злитка.
4.
Порядок
підготовки установки до виконання роботи
·
Викладачем,
що веде заняття, задаються значення таких параметрів, як швидкість витягування
злитка, температура парафіну, витрати води на охолодження кристалізатору та
зони вторинного охолодження;
·
У
термостаті розплавляється й доводить до заданої температури 5-6 кг парафіну;
·
У кристалізатор
уводиться запал. Прикріплений до неї плексиглас повинен щільно перекривати
перетин кристалізатора по всій висоті. Щільність контакту регулюється
стопорними гвинтами;
·
Включається
вода для охолодження кристалізатору, витрата якої встановлюється по витратоміру;
·
Відкривається
запірний кран у термостаті та кристалізатор наповнюється парафіном зі швидкістю
розливання, в 1,5...2 рази нижче заданої для виконання роботи, що необхідно для
одержання досить товстої корочки парафіну;
·
Після
наповнення кристалізатора включається система витягування. Швидкість
витягування також в 1,5...2 рази нижче заданої для запобігання можливих
розривів корочки;
·
У міру
збільшення довжини злитка включається вода на форсунки зони вторинного
охолодження;
·
По
досягненні повного затвердіння злитка, що відповідає умовам кристалізації в
третьому періоді розливки, швидкість витягування постійно доводиться до заданої.
5.
Порядок
виконання роботи
·
Вивчити
та замалювати загальний характер кристалізації та зміни товщини затверділої кірочки
по всьому вертикальному перерізі кристалізатору та зони вторинного охолодження;
·
При
постійній швидкості витягування виконати заміри товщини затверділого парафіну
на трьох горизонтах по висоті кристалізатору залежно від інтенсивності
охолодження. Виміри виконувати для трьох режимів охолодження. У кожному випадку
витрата води змінюється від первісної величини на 1/3;
·
При
постійній швидкості витягування виконати заміри глибини рідкої фази залежно від
інтенсивності охолодження. У кожному випадку витрата води змінюється від
первісної величини на 1/3;
·
Від
злитків, що за кристалізувалися, відібрати поперечні зразки, зрівняти їх і
замалювати макроструктури.
6.
Обробка
результатів експерименту
·
За
результатами вимірів товщини затверділої кірочки парафіну, що за
кристалізувався, у кристалізаторі визначити коефіцієнт його кристалізації по
формулі (2) для кожного горизонту виміру та швидкості витягування. Отримані
величини усереднити;
·
Графічно
визначити характер зміни товщини шару, що за кристалізувався, залежно від
швидкості витягування. Графіки будуються для всіх горизонтів вимірів як у
кристалізаторі, так й у зоні вторинного охолодження;
·
Графічно
визначити характер зміни глибини рідкої лунки залежно від швидкості витягування;
·
Побудувати
графік зміни товщини шару, що за кристалізувався, парафіну й глибини рідкої
лунки залежно від інтенсивності охолодження;
·
Виконати
зарисовки структур безперервного злитка, зроблені для різних режимів розливки та
охолодження.
7.
Використання
МБЛЗ як тренажеру
При використанні установки в режимі тренажера МБЛЗ студенти
тренуються в проведенні наступних виробничих операцій:
·
Підготовка
МБЛЗ до розливки;
·
Розбирання
установки після розливки;
·
Визначення
раціонального режиму вторинного охолодження;
·
Визначення
раціональної металургійної довжини установки;
·
Дії робітників
в аварійних ситуаціях при відриві запалу, прориві кірочки заготівки та ін.
·
Розливка
холодного або перегрітого металу.
·
Як
впливає швидкість витягування злитка на глибину лунки рідкого металу?
·
Які зміни
впливають на товщину твердої кірки на виході з кристалізатору?
8.
Вимоги
до звіту
Звіт по роботі оформлюється на лабораторних заняттях (див
стор. 5) і повинен містити:
·
Найменування
та мету роботи;
·
Теоретичні
відомості про безперервну розливку;
·
Опис
пристрою та ескіз лабораторної МБЛЗ;
·
Порядок
проведення лабораторних досліджень;
·
Висновки
по роботі.
9.
Контрольні
питання
·
В чому
сутність безперервної розливки сталі?
·
Яки
переваги та недоліки має розливка сталі на МБЛЗ?
·
Які ви
знаєте основні види МБЛЗ, Їх переваги і недоліки?
·
Назвіть
основне устаткування для безперервної розливки сталі?
·
Призначення
та основний устрій проміжного ковша?
·
Які
технологічні параметри МБЛЗ впливають на ємність та розміри проміжного ковша?
·
Призначення
кристалізатору МБЛЗ?
·
Яким
чином обирається довжина кристалізатору?
·
Призначення
механізму качання кристалізатору?
·
Призначення
зони вторинного охолодження МБЛЗ?
·
Призначення
затравок МБЛЗ?
·
Які
особливості затвердіння злитка при безперервній розливці сталі?
·
Які ви
знаєте зони кристалізації в безперервному злитку?
·
Як
виключити прилипання злитку до стінок кристалізатору?
·
Наведіть
формулу для визначення товщини кірочки заготовки (формула квадратного кореня)?
·
Наведіть
емпіричну формулу для визначення тривалості твердіння заготовки (формула
Нельсона)?
·
Дати
визначення терміну протяжність рідкої фази?
·
Наведіть
формулу для визначення довжини зони вторинного охолодження?
·
З якої
причини у безперервному злитку зональна ліквація не отримує значного розвитку?
·
Поясніть
механізм ліквації по висоті у безперервному злитку?
·
Які існують
заходи боротьби з ліквацією по висоті?
·
Поясніть
механізм осьової ліквації у безперервному злитку?
·
Які
поверхневі дефекти виникають у безперервному злитку?
·
Поясніть
механізм утворення внутрішніх та поверхневих тріщин у безперервному злитку?
·
Запропонуйте
заходи попередження внутрішніх та зовнішніх тріщин безперервного злитку?
·
Поясніть
механізм утворення заворотів кірки у безперервному злитку і заходи попередження
виникнення цього дефекту?
·
Причини
утворення заливин металу при розливці на МБЛЗ та засоби їх попередження і
усунення?
·
Причини
виникнення підкоркових пузирів і засоби попередження цього дефекту?
·
Причини
утворення включень неметалічної фази у безперервному злитку та засоби
попередження цього дефекту?
·
Запропонуйте
комплекс заходів для захисту сталі від вторинного окислення при безперервній
розливці?
·
Основні
технологічні параметри безперервної розливки сталі та їх взаємозв’язок і вплив
на якість отримуваної заготовки?
·
Який
вплив має температура металу, що розливається на МБЛЗ на якість сталевого
злитку?
Література
1.
Проектирование и
оборудование электросталеплавильных цехов: Учебник/ В.А. Гладких, М.И. Гасик,
А.Н. Овчарук, Ю.С. Пройдак. – Днепропетровск: Системные технологии, 2004. – 736
с.
2.
Сталеплавильне
виробництво: Навч. посібник/ В.І.
Баптизманський, Б.М. Бойченко, О.Г. Величко та ін. – К.: ІЗМН, 1996. – 400 с.
3.
Разливка стали: Учебное
пособие, под ред. Баптизманского В.И. – Киев-Донецк: Вища школа, 1983, – 199 с.
4.
Разливка и
кристаллизация стали. Ефимов В.А. М., Металлургия, 1976. – 552 с.
5.
С.П. Еронько,
С.В. Быковских. Разливка стали: технология, оборудование. – К.: Техника, 2003. – 216 с.
6.
Металлургические
мини-заводы: Монография/ Смирнов А.Н., Сафонов В.М., Дорохова Л.В., Цупрун А.Ю.
– Донецк: Норд-Пресс, 2005. – 469 с.
7.
Теория и практика
непрерывного литья заготовок / Смирнов А.Н., Глазков А.Я., Пилюшенко В.Л. и др.
– Донецк: ДонГТУ, ООО «Лебедь» 2000. – 364 с.
8.
Дефекты стали.
Справ. изд./ Под ред. Новокщеновой С. М., Виноград М.И. – М.: Металлургия, 1984.
199 с.
9.
Металлургия
стали. Учебное пособие для вузов под ред.. В.И. Явойского и Ю.В. Кряковского. –
М.: Металлургия, 1983, 584 с.
10.
Шифрин В.М.,
Кадинов Е.И. Изв. вузов. Черная металлургия. 1975. №6.
12.
Н.Н. Власов, В.В.
Король, В.С. Радя. Справочник по разливке черных металлов.
13.
Исследования
непрерывной разливки: под ред. Лина Дж. В., пер: с англ. М.: Металлургия, 1982. – 198 с.
14.
Островский О.И.,
Григорян В.А., Вишкарев А.Ф. Свойства металлических расплавов. – М.: Металлургия,
1988. – 304 с.
15.
Еланский Г.Н.,
Кудрин В.А. Строение и свойства жидкого металлических расплавов. – М.: Металлургия,
1984. – 239 с.
16.
Летяш Ю.В., Матях
В.Н. Современные способы производства слитков особо высокого качества. – Киев: Наукова
думка, 1987. – 336 с.
17.
Методические
указания к самостоятельной работе по разработке и решению комплекса АМО
дисциплины «Разливка и кристаллизация стали» для студентов специальности 11.01,
специализации электрометаллургия стали и ферросплавов/ В.М. Шифрин.
Днепропетровск:
ДМетИ, 1988. – 56 с.
18.
Методические
указания для практических занятий, семинаров и КСР по дисциплине «Разливка и кристаллизация
стали» для студентов специальности 11.01, специализации электрометаллургия
стали и ферросплавов/ В.М. Шифрин, И.Б. Паримончик. Днепропетровск: ДМетИ,
1988. – 64 с.
19.
Методические
указания к выполнению практических занятий, семинаров и самостоятельной работы
по дисциплине «Разливка и формирование структуры слитка высоколегированной
стали» для студентов специальности 11.01, специализации электрометаллургия
стали и ферросплавов/ В.М. Шифрин. Днепропетровск: ДМетИ, 1990. – 28 с.
20.
Методические
указания и инструкции к лабораторным работам по дисциплине «Разливка и кристаллизация
стали» для студентов специальности 11.01, специализации электрометаллургия
стали и ферросплавов/ В.М. Шифрин., И.Б. Паримончик, Днепропетровск: ДМетИ, 1985 г.
Размещено на