Автоматична система управління гасильного апарату
Міністерство
освіти і науки України
Національний університет харчових технологій
Смілянський технікум харчових
технологій
КУРСОВИЙ ПРОЕКТ
Автоматична система управління
гасильного апарату
2009
ЗМІСТ
ВСТУП
1.
АНАЛІЗ СТАТИЧНИХ ТА ДИНАМІЧНИХ ВЛАСТИВОСТЕЙ ТОУ ТА ВИБІР КАНАЛІВ УПРАВЛІННЯ
1.1
Короткий опис технологічного процесу
1.2 Параметричний аналіз
1.2.1 Аналіз збурень
1.3 Вибір каналів управління
2. ВИБІР ТА ОБГРУНТУВАННЯ
КРИТЕРІЇВ УПРАВЛІННЯ
3. РОЗРОБКА СТРУКТУРИ СИСТЕМИ
ТА РОЗРАХУНОК ЇЇ ПАРАМЕТРІВ
3.1 Завдання об'єкта
регулювання
3.2 Аналіз властивостей
об'єкта
4. КОНФІГУРАЦІЙНА СХЕМА
СИСТЕМИ
4.1 Вибір закону регулювання
4.2 Вибір перехідного процесу
4.3 Розрахунок параметрів
настройки регулятора
4.4 Основні показники якості
об'єкта регулювання
4.5 Розрахунок системи на
стійкість
ВИСНОВОК
ДОДАТКИ
СПИСОК
ВИКОРИСТАНОЇ ЛІТЕРАТУРИ
ВСТУП
Впродовж минулих років в харчовій промисловості тривала
модернізація автоматизації, внаслідок чого зростали темпи виробництва.
Основними напрямками розвитку цукрової промисловості на
сучасному етапі є реконструкція, технічне переозброєння підприємств, покращення
використання обладнання обслуговуючим персоналом. Для виконання поставлених
задач потрібне широке впровадження приладів та засобів автоматизації, створення
ефективних автоматичних і автоматизованих систем управління технологічним
процесом (АСУТП). Новими можливостями для високоефективної автоматизації
харчових виробництв є використання мікроконтролерів і мікро-ЕОМ., Використання
мікроконтролерів та мікро-ЕОМ розширює функціональні можливості обладнання
системи керування, значно підвищує надійність роботи і покращує якість
продукції.
Фактори підвищення економічної ефективності автоматизації в
харчовій промисловості дуже різноманітні. В сучасних умовах досягти економічної
ефективності автоматизації тільки за рахунок зменшення чисельності
обслуговуючого персоналу в ряді випадків не вдається. Тому до факторів
підвищення економічної ефективності можна віднести слідуюче:
- підвищення якості продукції;
- зменшення витрат сировини і різних видів енергії;
- скорочення відходів виробництва;
- підвищення ритмічності виробництва;
- підвищення продуктивності праці.
Таким чином, автоматизація сприяє інтенсифікації харчових
виробництв, дає суттєвий економічний ефект.
1 АНАЛІЗ СТАТИЧНИХ ТА ДИНАМІЧНИХ ВЛАСТИВОСТЕЙ ТОУ ТА ВИБІР
КАНАЛІВ УПРАВЛІННЯ
1.1 Короткий опис технологічного процесу
Гасіння вапна проходить у вапно-гасильному барабані марки
АИ-1.8-М2. Для гасіння вапна використовують аміачні конденсати (подача із
збірника аміачних конденсатів). Також є можливість на гасіння вапна подавати
чисту воду.
Очистка вапняного молока проходить в дві стадії: спочатку за
допомогою двох гідроциклонів, а потім на пісковловлювачах типу
«Руселя-Дорошенко». Тверді домішки з піском після пісковловлювачів шнеком
видаляються з відділення. Промивка піску, вловленого на пісковловлювачах,
відсутня. Тверді домішки також видаляються безпосередньо після вапно-гасильного
барабана.
Після пісковловлювачів вапняне молоко поступає в
мішалку-дозрівач вапняного молока, а потім в мішалку очищеного вапняного молока,
звідки і подається на дозатори вапняного молока в сокоочисне відділення на
станцію дефекосатурації.
Таблиця 1.1 Технологічна карта процесу.
|
Назва параметра
|
Величина параметра
|
|
Густина вапняного молоко, кг/м3
|
1180-1200
|
|
Температура води на гасіння t,0С
|
80-85
|
1.2
Параметричний аналіз
Для
якісного проходження технологічного процесу, а також для ефективної роботи
системи автоматизації необхідно визначити регулюючі і регулюємі величини, а
також збурення – контролюємі та неконтролюємі. Для кращого визначення та
вивчення всих параметрів проводять параметричний аналіз об’єкту автоматизації.
Регулюючі
величини – це величини, що змінюються в процесі регулювання і впливають на
регулюєму величину.
Регулюємі
величини – це величини, які змінюються за заданою програмою.
Контролюємі
збурення – це величини, що негативно впливають на хід технологічного процесу,
але вони вимірюються і реєструються. Неконтролюємі збурення – це величини, що
негативно впливають на хід технологічного процесу, але їх вимірювання та
реєстрація недоцільні
Вапногасильний барабан як об'єкт автоматизації має ряд
особливостей, які необхідно враховувати при виборі методів регулювання та
засобів управління і контролю. А саме складність плавного регулювання
продуктивності в залежності навантажень.
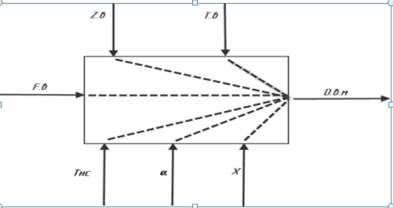
Рисунок1.2
Параметрична схема вапногасильного барабана
F.в-витрати
вапняка
D.в-густина
вапняного молока
Z.в-температура
ваняка
Т.в-температура
води на гасіння
Тнс-температура
навколишнього середовища
 - коефіцієнт теплопередачі
- коефіцієнт теплопередачі
Х-
помилки обладнання
Таблиця
1.2 Параметричний аналіз вапногасильного барабана
|
Назва параметру
|
Умовне позначення
|
Межа виміру
|
Допустима похибка
|
Значення параметру
|
|
Регулюючі величини
|
|
Витрати води
|
4/1
|
±1%
|
Впливає на густину вапняного молока
|
|
Регульовані величини
|
|
Густина вапняного молока
|
Dв
|
1190кг/м3
|
±1%
|
Впливає на якість
|
|
Збурюючі контролюємі параметри
|
|
Температура вапняка
|
Z.в
|
80 0С
|
±5%
|
Впливає на густину вапняного молока
|
|
Температура води на гасіння
|
Т.в
|
82 0С
|
±5%
|
|
Збурюючі неконтролюємі параметри
|
|
Температура навколишнього середовища
|
Тнс
|
-
|
-
|
Вливає на ефективність процесу
|
|
Коефіцієнт теплопередачі
|

|
-
|
-
|
|
Поломки обладнання
|
Х
|
-
|
-
|
1.2.1
Аналіз збурень
При
проходженні процесу гасіння вапняку у вапно гасильному барабані виникають
порушення технологічного процесу. Існують збурення (контролюємі і
неконтролюємі), які негативно впливають на технологічний процес.
Контролюємі
збурення – це величини, які негативно впливають на технологічний процес, вони
вимірюються і реєструються. До контролюємих збурень процесу гасіння вапняку
можна віднести температуру води і температуру вапнякового каменя, тому що ці
параметри в ході технологічного процесу можуть змінювати свої значення.
Температура
води впливає на густину вапняного молока. Підтримка температури на заданому
рівні сприяє якісному і швидкому проходженню технологічного процесу (якщо не
підтримувати температуру на заданому рівні то зміниться густина вапняного
молока,вона збільшиться, що є недопустимо ).
Причиною
виникнення контролюємих збурень можна назвати неузгоджену роботу ділянок
заводу.
Неконтролюємі
збурення – це величини, що негативно впливають на технологічний процес, але їх
вимірювання та реєстрація недоцільні.
До
неконтролюємих збурень відносяться температура навколишнього середовища та
поломки обладнання. Ці збурення впливають на коефіцієнт теплопередачі та на
якість і швидкість проходження технологічного процесу.
Для
стабільного протікання технологічного процесу необхідно звести до мінімуму
виникнення збурень – для цього необхідно узгодити роботу всіх ділянок заводу,
проводити своєчасний і якісний ремонт обладнання.
Висновок:
На основі параметричного аналізу вапногасильного барабана можна зробити
висновок, що по структурі об’єкт автоматизації є одномірним. Якість ведення
технологічного процесу значною мірою залежить від таких параметрів як: витрата
води на гасіння вапна
1.3
Вибір каналів управління
На
основі параметричного аналізу можна зробити висновок, що основною регулюємою
величиною процесу гасіння вапна є густина вапняного молока, яка безпосередньо
впливає на якість очищення дифузійного соку, якість проведення технологічного
процесу. Тому дуже важливо підтримувати густину вапна на заданому рівні. Для
цього необхідно вибрати канали управління за допомогою яких можливо буде
стабілізуватись густину вапняного молока. З усіх регулюючих дій потрібно
вибрати такий потік величини або енергії, що подається на об’єкт, мінімальна
зміна якої викликає максимальну зміну регулюємої величини. Такою величиною є
витрати води на гасіння, мінімальна зміна якої призведе до максимальної зміни
густини (регулюємої величини). Коефіцієнт підсилення по вибраному каналу буде
максимальний завдяки чому можна забезпечити більш точне регулювання.
Діапазон
зміни витрат води (керуючого сигналу) повністю компенсує максимально можливі
збурення – температуру води, та температуру вапняка які виникають у даному
технологічному процесі, тобто існуватиме запас по потужності управління в
даному каналі.
Тому
для стабілізації густину вапна, як основної регулюємої величини необхідно
максимально компенсувати регулюємі збурення, такі як витрати води на гасіння.
2.
ВИБІР ТА ОБГРУНТУВАННЯ КРИТЕРІЇВ УПРАВЛІННЯ
гасильний апарат вапняний управління
Критерієм
управління називається відношення, що характеризує якість роботи технологічного
об'єкту управління в цілому і приймає числові значення в залежності від
використовуємих управляючих впливів.
Технологічним
об’єктом управління (ТОУ) називається сукупність технологічного обладнання і
реалізованого на ньому по відповідним інструкціям або регламентам
технологічного процесу виробництва.
В
більшості АСУ ТП головною задачею являється отримання певних
техніко-економічних результатів:
-
збільшення
продуктивності праці;
-
зниження
втрат;
-
економія
енергетичних ресурсів;
-
зниження
собівартості продукції;
-
підвищення
ритмічності виробництва.
В
цілому використовуються такі критерії для організації управління АСУ ТП:
-
стабілізація
на заданих значеннях змінних;
-
забезпечення
заданих параметрів вихідних продуктів;
-
максимізація
економічного ефекту виробництва;
-
мінімізація
витрат сировини.
При
постановці задач оптимізації разом з критеріями повинні бути задані обмеження
на всі ті параметри і змінні, які беруть участь у технологічному процесі.
Обмеженнями
називають області допустимих змін параметрів, що визначають функціонування
технологічного процесу. Обмеження проводиться з урахуванням мінімальної
кількості продукції, яка в будь-якому випадку повинна бути вироблена.
У
процесі отримання густини вапняного молока на заданому рівні критерієм
управління є стабілізація витрати води на гасіння.
Вапногасильний
апарат, як об’єкт автоматизації, має такі показники якості перехідного процесу:
ємність, запізнення, самовирівнювання.
Ємність
– можливість об’єкта накопичувати речовину.
Запізнення
– час з моменту внесення збурення в систему (зміна витрати води) до моменту
зміни вихідної величини (зміна густини вапняного молока).
Самовирівнювання
– властивість об’єкта самостійно, без зовнішніх впливів, встановлювати нове
значення вихідної величини (при зміні витрати води встановлюється нове значення
густини вапняного молока).
3.
РОЗРОБКА СТРУКТУРИ СИСТЕМИ ТА РОЗРАХУНОК ЇЇ ПАРАМЕТРІВ
3.1
Завдання об'єкта регулювання




 - стала часу;
- стала часу;
 - відхилення вихідної величини від
початкового(нульового,заданого) значення;
- відхилення вихідної величини від
початкового(нульового,заданого) значення;
 - коефіцієнт передачі і-ї ємності об'єкта за каналом
клерувальної дії;
- коефіцієнт передачі і-ї ємності об'єкта за каналом
клерувальної дії;
 - зміна керувальної дії прикладеного і-тої ємності об'єкта;
- зміна керувальної дії прикладеного і-тої ємності об'єкта;
 - коефіцієнт передачі і-ї ємності за каналом збурення;
- коефіцієнт передачі і-ї ємності за каналом збурення;
 - зміна збурюючого впливу, прикладеного до і-ї ємності
об'єкта;
- зміна збурюючого впливу, прикладеного до і-ї ємності
об'єкта;
 ,
, - коєфіцієнт передачі відповідно від попередньої та наступної
ємностей;
- коєфіцієнт передачі відповідно від попередньої та наступної
ємностей;
τ-
час.
За
умовою задачі дано такі вихідні дані:
 =20;
=20;  =1;
=1;  =0.5;
=0.5;  =1;
=1;  =0;
=0;  =30;
=30;
 =35;
=35;  =0;
=0;  =0;
=0;  =0.2;
=0.2;  =0;
=0;
 =25;
=25;  =0;
=0;  =0.5;
=0.5;  =0.9;
=0.9;  =30;
=30;
3.2
Аналіз властивостей об'єкта
Аналіз
властивостей об'єкта регулювання складається з визначення його статичних та
динамічних характеристик за каналами управління та збурюючи впливів.
Для
виконання даного аналізу потрібно визначити передаточні функції кожної ємності
даного об'єкта за каналами різних впливів, скласти структурну схему об'єкта та
визначити його еквівалентні передаточні функції за каналами управління та
збурення
Розрахунок




За
вище наведеним розрахованим диференціальним рівнянням будуємо структурну схему
об'єкта:
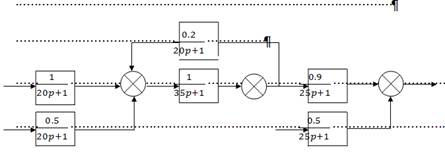
Мал.
3.1 Вихідна структурна схема об'єкту
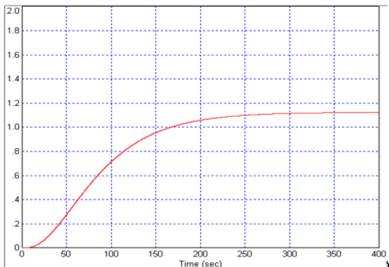
Будуємо
криву розгону за каналом управління 
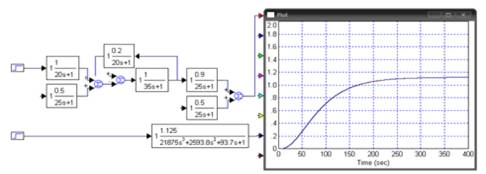
Рисунок3.2
Крива розгону об'єкта управління
За
виглядом структурної схеми визначаємо еквівалентні передаточні функції об'єкта
за каналами управління

Після
розрахунку передаточної функції будуємо криву розгону, якщо розрахунки правильні
то два побудованих графіки повинні наложитись:
Рисунок
3.3 Вихідна структурна схема об’єкта регулювання
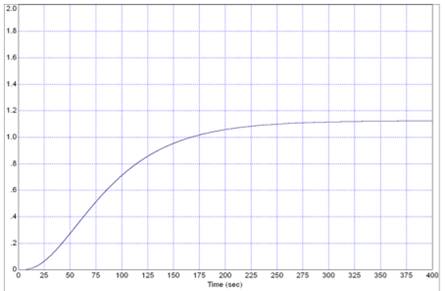
Рисунок
3.4 Графік перехідної характеристики об’єкта за каналом управління
Щоб
отримати криву розгону за каналами збурення потрібно переробити схему подачі
ступеневого сигналу, тобто потрібно подати його на , і відключити від каналу управління .
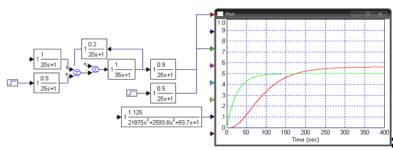
Рисунок
3.5 Структурна схема об'єкта регулювання
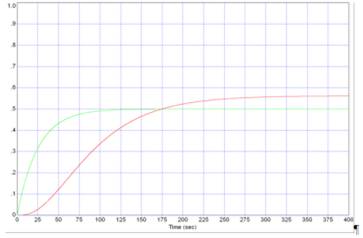
Рисунок3.6
Крива розгону за каналами збурення
Визначаємо
основні параметри об'єкту регулювання за (рисунком 2.2), а це такі параметри як
Т-постійна часу, τ-запізнення, к-коефіцієнт передачі
об'єкту.
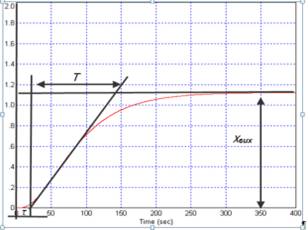
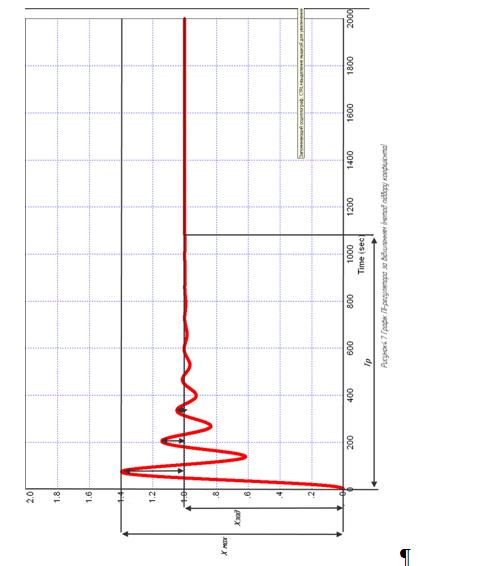
Рисунок3.7
Дослідження кривої розгону.
Отже,
за каналами управління параметри об'єкта регулювання такі: Т=130сек; τ=20сек;
к =  1,125
1,125
Статичні
характеристики об'єкта визначаються за відповідними передаточними функціями або
за диференціальним рівнянням об'єкта з урахуванням початкових умов. Оскільки в
статичному стані об'єкта всі похідні вхідних впливів та вихідних величин
дорівнюють нулю, зображення вихідних похідних у передаточних функціях (р3,
р2, р, і т.д.) також прирівнюються до нуля.
|
ΔXвх
|
0
|
1
|
2
|
3
|
|
ΔXвих
|
0
|
0,9
|
1,8
|
2,7
|
|
ΔXвх
|
0
|
1
|
2
|
3
|
|
ΔXвих
|
0
|
0,5
|
1
|
1,5
|
|
ΔXвх
|
1
|
2
|
3
|
|
ΔXвих
|
0
|
0,5
|
1
|
1,5
|
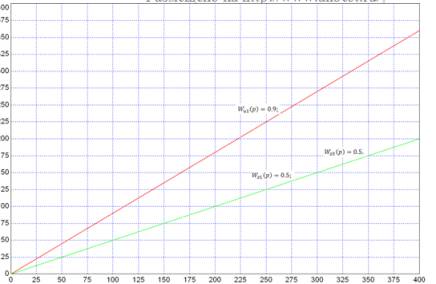
Рисунок
3.8 Структурна схема побудови статичних характеристик об'єкта управління
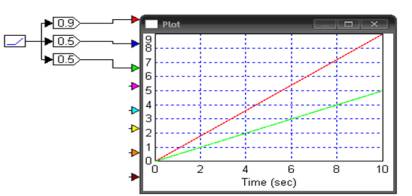
Рисунок3.9
Статичні характеристики об'єкта управління
Побудова
частотних характеристик здійснюється аналогічно побудові статичних
характеристик. Частотні характеристики також будуються розв’язанням
диференціального рівняння або ж моделюванням в програмі VisSim. Якщо збурюючи
або керуючі дії, що впливають на об’єкт, задані тільки у вигляді ступінчастих стрибкоподібних
сигналів, визначаються криві розгону ( перехідні функції об’єкта за
відповідними каналами. Якщо ж ці дії змінюються в певному діапазоні частот,
розраховуються частотні характеристики об’єкта за відповідними каналами.
При
побудові характеристики аналітичним способом потрібно здійснити деякі розрахунки
та перетворення.
Розрахунки
В
передаточній функції замість р ставимо i . р= і. Тоді передаточна функція за каналом управління матиме
вигляд:
. р= і. Тоді передаточна функція за каналом управління матиме
вигляд:

Складаємо
таблицю значень


 ;
;

 .
.
Таблиця3.1
Дані розрахунків АФЧХ
|

|
0
|
1
|
1.5
|
2
|
3
|
4
|
5
|
7
|
9
|

|
|

|
1,125
|
0.98
|
1.07
|
1.10
|
1.11
|
1.12
|
1.12
|
1.12
|
1.12
|
0
|
|

|
0
|
-0.45
|
-0.27
|
-0.18
|
-0.10
|
-0.07
|
-0.05
|
-0.03
|
-0.02
|
0
|
|
A
|
1,125
|
1.07
|
1.10
|
1.11
|
1.12
|
1.12
|
1.12
|
1.12
|
1.12
|
0
|
За
даними із таблиці 2.1 можна побудувати графік АФЧХ, але це буде складно тому
можна використати програму VisSim
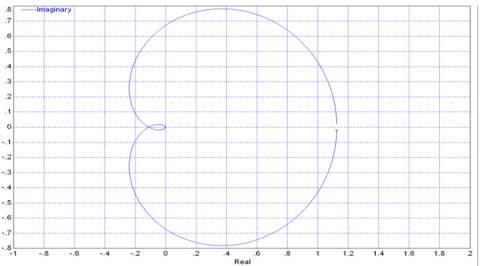
Рисунок3.10
Графік АФЧХ
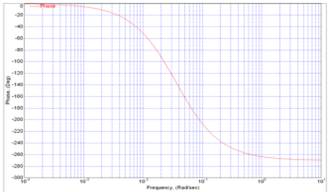
Рисунок3.11
Графік ЛФЧХ
Рисунок
3.12 Графік ЛАЧХ
4.
КОНФІГУРАЦІЙНА СХЕМА СИСТЕМИ
4.1
Вибір закону регулювання
Процес
автоматичного регулювання визначається динамічними властивостями об’єкта
регулювання, характером збурюючих впливів, типом автоматичного регулятора і
величинами його параметрів настройки. Досить важливим моментом являється
правильний вибір типу регулятора, закону регулювання і правильна настройка
регулятора. Вибір регулятора з тим чи іншим законом регулювання визначається
вимогами технологічного процесу, що проходить в об’єктах, до якості
автоматичного регулювання, тому в першу чергу визначається принцип дії
регулятора: неперервний, релейний та імпульсний. У відповідності із спрощеною
інженерною методикою можна вибирати той чи інший вид системи регулювання в
залежності від динамічних властивостей об’єкта: часу чистого запізнення  і постійної часу об’єкта
регулювання T. До законів безперервного регулювання відносяться:
і постійної часу об’єкта
регулювання T. До законів безперервного регулювання відносяться:
Ø П-закон регулювання
(пропорційний);
Ø І-закон регулювання (інтегральний);
Ø ПІ-закон регулювання
(пропорційно - інтегральний);
Ø ПД- закон регулювання
(пропорційний - диференціальний);
Ø ПІД- закон регулювання
(пропорційно-інтегрально-диференціальний).
Пропорційна частина -
забезпечує швидкодію регулятора.
Інтегральна частина –
забезпечує точність регулювання.
Диференціальна частина –
забезпечує якість регулювання.
Для
регулювання густини вапняного молока використаємо регулятор з ПІ законом
регулювання, тому що цей регулятор має високу точність регулювання і час
регулювання буде набагато меншим ніж у інтегрального регулятора.
4.2
Вибір перехідного процесу
Більшість
об’єктів регулювання в харчовій промисловості володіють достатнім
самовирівнюванням (властивість об’єкта самостійно, без зовнішнього впливу
встановлювати нове постійне значення вихідної змінної) і з достатньою для
практики точністю розглядаються як аперіодичні ланки першого порядку із
запізненням. Знаючи параметри об’єкта регулювання можна вибрати перехідний
процес. Серед різноманіття перехідних процесів вибрані три найбільш
характерних, які прийняті в якості типових:
1.
Аперіодичний
процес з мінімальним часом регулювання
2.
Процес з
20-% перерегулюванням і мінімальним часом першого напівперіода коливання
3.
Процес з
мінімальною квадратичною площею відхилення.
Аперіодичний
процес можна рекомендувати при регулюванні технологічних параметрів, коли
основними вимогами до якості є скорочення тривалості перехідних процесів,
виключення перерегулювання. Недоліком цього процесу в порівнянні з іншими
типовими процесами є найбільше значення динамічної похибки.
Процес
з 20% перерегулюванням, що застосовується найбільш часто при розробці систем
регулювання, забезпечує ефективне зниження динамічної похибки і порівняно малу
хвилю регулювання.
Процес
з мінімальною квадратичною площею відхилення характеризується найменшим
значенням динамічної похибки, але має 40%- перерегулювання і найбільш тривалий
час регулювання.
Кожен
з цих процесів може бути забезпечений будь-яким типовим регулятором неперервної
дії, але основні величини, що характеризують якість регулювання, повинні мати
при цьому різні числові значення.
Для
регулювання густини вапняного молока я вибрав процес з 20% перерегулюванням,
тому що цей процес застосовується найбільш часто при розробці систем
регулювання, забезпечує ефективне зниження динамічної похибки і порівняно малу
хвилю регулювання.
4.3
Розрахунок параметрів настройки регулятора
Для
того щоб побудувати САР об’єкта потрібно знати параметри настройки регулятора.
Знаючи параметри об’єкта регулювання за відповідними формулами можна
розрахувати параметри настройки регулятора, які дозволять скласти моделі САР за
збуренням та за відхиленням. В даному об’єкті використовується
пропорційно-інтегральний регулятор з 20-% перерегулюванням. Для розрахунку
використовуються такі формули, взяті з таблиць: ;
;  . Підставивши в ці формули значення параметрів, знайдених з
кривої розгону за каналом управління ми зможемо знайти коефіцієнт інтегрування
і коефіцієнт пропорційності
. Підставивши в ці формули значення параметрів, знайдених з
кривої розгону за каналом управління ми зможемо знайти коефіцієнт інтегрування
і коефіцієнт пропорційності

Після
знаходження параметрів настройки регулятора будуємо структурну схему
ПІ-регулятора
Рисунок4.1
Структурна схема ПІ-регулятора
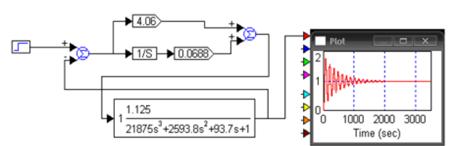
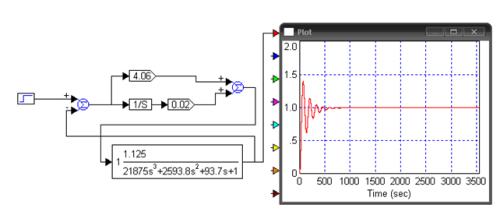
Рисунок4.2
Структурна схема ПІ-регулятора за відхиленням
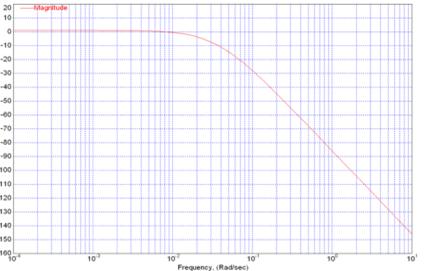
Рисунок4.3
Графік ПІ-регулятора за відхиленням
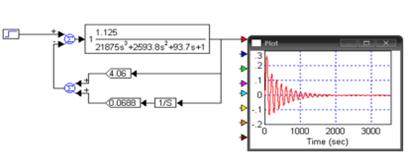
Рисунок4.4
Структурна схема ПІ-регулятора за збуренням
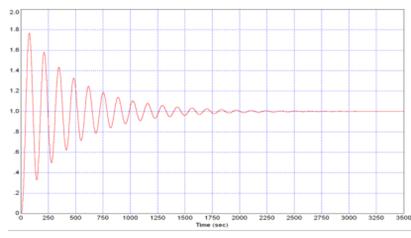
Рисунок4.5
Графік ПІ-регулятора за збуренням
ПІ-регулятор
складається з пропорційної та інтегральної частини і на основі його структурної
схеми можна отримати загальну передаточну функцію регулятора. Для цього
необхідно переведення передаточних ланок системи.

Отримавши
передаточну функцію регулятора побудуємо структурну схему одноконтурної системи
автоматичного регулювання

Рисунок4.6
Структурна схема одноконтурної САР за відхиленням
Рисунок
4.7 Структура ПІ-регулятора за відхиленням (метод підбору коефіцієнта).
4.4
Основні показники якості об'єкта регулювання
До
основних показників якості об'єкта регулювання належать:
Тр-час регулювання;
δ-величина перерегулювання;
 -ступінь затухання.
-ступінь затухання.
Величина
перерегулювання визначається за формулою
 ,
,
в
нашому випадку це  ;
;
Ступінь
затухання визначається за формулою
 ,
,
в
нашому випадку це  ;
;
Час
регулювання визначається наочно по графіку, в нашому випадку Тр=1075с;
4.5
Розрахунок системи на стійкість
Розроблена
САР передусім перевіряється на стійкість. Якщо система, в якій збурюючий вплив
знятий або постійний по величині, а зміна управляючого впливу на постійну
величину зберігається, після закінчення перехідного процесу знову приходить в
першопочатковий або інший стан рівноваги, то така система називається стійкою.
Якщо при цих умовах в системі виникають коливання із зростаючою амплітудою або
здійснюється монотонне збільшення регулюємої величини від її заданого стану рівноваги,
то система називається нестійкою. Для розрахунку стійкості системи користуються
відповідними критеріями. Найбільш поширеними є алгебраїчні та частотні
критерії. Для розрахунку стійкості даної системи використаємо алгебраїчний
критерій Гурвіца. Цей критерій дозволяє за коефіцієнтами характеристичного
рівняння замкнутої системи визначити її стан.
Розрахунки
Знаходимо
функцію розімкнутої системи
 (р) +
(р) +  (р)=
(р)=  *
*  = =
= = =
= 
Складаємо
характеристичне рівняння замкнутої системи

Порядок
рівняння n=3. Всі коефіцієнти характеристичного рівняння більші нуля ( перша
умова стійкості)
 Складаємо квадратну матрицю розміром
n*n з коефіцієнтів характеристичного рівняння.
Складаємо квадратну матрицю розміром
n*n з коефіцієнтів характеристичного рівняння.

Розраховуємо
визначники матриці



 =
= *
* = 0.074* 315648130= 23357961,62>0
= 0.074* 315648130= 23357961,62>0
Необхідними
умовами стійкості системи є:
а)
додатність всіх коефіцієнтів характеристичного рівняння;
б)
всі визначники також повинні бути більше нуля.
В
даному випадку система задовольняє ці умови стійкості, а отже вона є стійкою.
ВИСНОВОК
Темою даного курсового проекту є розробка системи автоматизації вапно гасильного апарату. Ця система автоматизації
дозволяє автоматично регулювати густину вапняного молока, з мінімальними похибками виміру; дозволяє
спостерігати всі значення і параметри вимірюваного середовища. На основі отриманих результатів можна
зробити висновок, що автоматизація вапно гасильного апарату дозволить покращити
техніко-економічні показники виробництва: збільшення продуктивності праці,
зниження втрат,
економія ресурсів,
підвищення ритмічності виробництва. Результатом розробки даного курсового проекту є система, яка керується регулятором і є досить легкою в
експлуатації та обслуговуванні.
ДОДАТКИ

Рисунок1 Електромагнітний витратомір
Rosemount 8700

Рисунок2
Мікропроцесорний термоперетворювач Метран-276 МП

Рисунок
3 Рівнемір радарний Rosemount 5600

Рисунок
4 Індикатор технологічний мікропроцесорний

Рисунок
5 Блок ручного управління

Рисунок
6 Регулятор мікропроцесорний
СПИСОК
ВИКОРИСТАНОЇ ЛІТЕРАТУРИ
1
В.Г. Белик „Монтаж и наладка средств автоматизации в сахарной промышлености"
Москва 1967 р.
2 З.С.
Волошин „Справочник специалиста КИП и А сахарной промышлености„
3
В.Г. Трегуб „Проектирование, монтаж и експлуатация систем автоматизации в
сахарной промышлености" 1991 г.
4
Л.А.Широков
„Автоматизация производственных процесов и АСУ ТП в пищевой промышлености„
1986г.
5
А.А.
Гресько и др. „Ремонт КИП и автоматики на предприятиях пищевой
промьішлености" - К. Техника 1983г.